Сущность термитной сварки
Способ термитной сварки основан на получении тепла в процессе химической реакции, в результате свариваемые материалы нагреваются до температуры плавления и свариваются.
Для термитной сварки применяются порошкообразные горючие смеси металлов с окислами металлов, которые при сгорании выделяют большое количества тепла. Такими материалами в термитных смесях служат металлы с большой теплотой образования окислов, например алюминий и магний.
Для термитной приварки выводов ЭХЗ используется медный термит, в состав которого входят порошок алюминия, меди и из медная окалина.
Для запуска процесса сварки термитную смесь необходимо зажечь. Горение термитной смеси проходи довольно активно. Смесь сгорает за 5 — 10 сек с образованием большого количества тепла, температура может достигать 3000 градусов. Принцип термитной сварки выводов ЭХЗ основан на сжигании термитной смеси в специальной огнеупорной форме — тигле.
По окончании процесса горения продукты реакции — жидкая медь и шлак разделятся на слои в зависимости от плотности. Жидкая смесь расплавляет мембрану в тигле и выливается на свариваемый металл, оплавляя его и образуя сварное соединение. Жидкий шлак служит в качестве защиты сварного соединения и сохраняет тепло для полного завершения процесса сварки.
В термитные смеси кроме основных компонентов, добавляют различные присадки и легирующие компоненты, для улучшению технологических свойств термита и приданию сварному соединению специальных свойств.
Преимущества и недостатки
Процесс сварки термитами отличается применением особых порошковых смесей, которые в ходе сгорания выделяют большое количество тепла. Как правило, это металлические смеси, которые и называются термитами. Традиционная комбинация предусматривает использование двух компонентов – зажигающей массы и состава, из которого выделяется тепло.
В качестве окисла выступает окалина из железа, а основным активатором является термит, содержащий магний с алюминием. Кроме того, технология термитной сварки допускает использование оксидов хрома, вольфрама и никеля. Благодаря этим порошкам достигается усиление теплового воздействия. Так, если смесь из алюминия и магния обеспечивает теплоту порядка 2500 °C, то хромированные составы повышают температуру до 3500 °C.
Различаются и смеси для запала. Наиболее распространенным составом для этой задачи является комбинация магния, натрия и пероксида бария. К особенностям горящего термита можно отнести поддержание активного тепловыделения даже в условиях контакта с водой. Иными словами, смесь практически невозможно затушить случайным воздействием.
Технология произведения термитной сварки оптимальной подходит для работы с электропроводкой. Причем этот подход может использоваться и в промышленности, и в быту. В процессе осуществления работ формируется цельнометаллическое соединение окончаний проводки. При этом важно заметить, что в месте утолщения провода на участке сварки электрическое сопротивление понижается относительно остальной части материала.
Произведение сварочных операций независимо от применяемой технологии сопрягается с необходимостью довольно хлопотной организации рабочего процесса. Мастер должен подготовить оборудование, расходные материалы, а также позаботиться о технике безопасности.
При этом надо учитывать затратность мероприятия, поскольку финансовое обеспечение таких операций в регулярном режиме далеко не всегда оправдывает качество получаемого результата.
В этом плане одной из самых выгодных является термитная сварка, отличающаяся простотой выполнения, доступностью материалов и в некоторых случаях позволяет добиваться высокой прочности соединений.
Сварка при использовании термита имеет свои преимущества и недостатки.
К достоинствам данного процесса можно отнести следующее:
- Благодаря термитному веществу обеспечивается качественный шов на соединении.
Стык обладает повышенной прочностью и долговечностью. Если присутствует алюминий, то это обеспечивает минимальный риск возникновения коррозии. - Экономность.
При эксплуатации оборудования не нужно тратить большое количество электроэнергии. - Легкость.
Сваривать сталь, алюминий, чугун и другие металлы может абсолютно любой человек, даже новичок в сварочной сфере. Рабочий процесс занимает немного время, проводится компактным инструментом, с возможностью хранить его у себя в квартире либо в доме.
Недостатки термитной сварки выражаются в следующем:
- Чтобы осуществить такого рода сварку, необходимо выполнить дополнительную и подготовительную обработку изделия из металла и кабеля отдельно.
- Сварочный процесс не отслеживается, из-за чего проходится использовать бесшовное оборудование, которым умеет управляться лишь опытный профессионал, обладающий аттестацией НАКС.

Сваривание металлических частей путем применения термита построено на плавлении кромок соединяемых деталей в процессе горения и направления расплавленного металла, полученного вследствие высоких температур.
В кузнечном деле давным-давно применялся довольно интересный способ. В емкость насыпалась сера вперемешку с окалиной. Первая поджигалась и получался расплав металла, который можно было использовать для соединения деталей. Качество, конечно, было не слишком высоким.
Конечно, современная термитная сварка более совершенна. Работает она следующим образом.
Стык соединяемых деталей проливается расплавом, полученным при сгорании термитной смеси в тигле. Температура сгорания очень большая и позволяет быстро расплавить сталь.
Запал смеси происходит электрическим способом или же, если используется порошковая сварка, подрывом пиропатрона.
Технологически термитная сварка проводится в несколько приемов:
- В стык деталей.
- Литьем в промежутки (в промежуток между свариваемыми частями).
- Комбинированный.
- Дуплекс (два приема сразу).

Если говорить о главных достоинствах рассматриваемого процесса, то к ним следует отнести:
- Высокую скорость выполнения работ. Нужно отметить, что это один из наиболее быстрых методов соединения изделий из металла. К примеру, для стыковки железнодорожных рельсов требуется в среднем около 50 минут. При этом если одновременно будет работать несколько бригад, то эффективность такой работы будет лишь возрастать (всего за 2 часа три бригады могут сваривать до 12 стыков).
- Хорошее качество швов. Места стыковки деталей обладают высокой стойкостью к механическим нагрузкам и воздействию химических веществ. Кроме того, такие швы выглядят эстетически привлекательно.
- Легкость выполнения задачи. Такая технология не требует наличия особых навыков и знаний, так как справиться с ней может любой специалист при условии прохождения непродолжительного обучения. Количество задействованных работников также невелико.
- Доступность материалов. Необходимые для этого порошковые смеси и дополнительные материалы можно приобрести в специализированных магазинах, при этом их цена не будет высокой.
- Отсутствие необходимости использования дорогостоящего оборудования. В отличие от методов контактного сваривания металлических элементов, при использовании термитных смесей не обязательно использовать дорогую сварочную технику. Это особенно актуально для работы на отдаленных объектах, когда нет возможности найти источник электрического тока или транспортировать громоздкие газовые баллоны.
При этом есть и некоторые недостатки, к которым можно отнести необходимость соблюдения строгих правил по безопасности. Во-первых, сам по себе термит является легко воспламеняемым веществом, поэтому следует проявлять особую осторожность при его транспортировке и хранении. Во-вторых, во время выполнения задачи нужно позаботиться о том, чтобы вода или любые другие жидкости не попали в горящую смесь, так как это может стать причиной взрыва.
Термитная сварка получила большое распространение и при соединении разного рода неизолированных кабелей.
При такой технологии главное — это точный расчет и соблюдение всех правил. В месте соединения провод увеличивается сечение провода, но при этом уменьшается электрическое сопротивление.
Для сваривания используют специальный термитный патрон, состоящий из листовой меди (толщина 1,25 миллиметра), медно-фосфорных вкладышей для заполнения зазора, и собственно термитной шашки для расплавления металла с дальнейшим соединением частей.
Оборудование
Для термитной сварки электрохимической защиты трубопроводов используются:
- одноразовые или многоразовые тигель-формы;
- термитная смесь;
- термокарандаши;
- паяльно-сварочные стержни;
- специальные спички или устройство дистанционного зажигания.
Термитная смесь используется для сварки стальных и медных выводов ЭХЗ диаметром от 2-5 мм к стальным трубопроводам имеющим толщину стенки не менее 5 мм. Использовать термитную сварку на трубопроводах с толщиной стенки менее 5 мм запрещается, так как есть большая вероятность прожога. К хранения термитной смеси устанавливаются жесткие требования: в сухом помещении с влажностью до 80%, и температурой не более 30 градусов, вдали от нагревательных приборов.

Тигель-формы – выполняются как правило из графита и керамических материалов, имеющих высокою жаростойкостью, снабженные специальными креплениями для удержания на трубе во время сварки. Внутри тигель формы имеется мембрана отделяющая термитную смесь от свариваемой делали.

Термитная смесь помещается внутрь тигель формы утрамбовывается и зажигается с помощью специальных спичек, которую вставляют в запальное отверстие крышки тигель-формы или с помощью термоподжига.
Спички термитные предназначены для зажигания термитной смеси и термитных патронов.

Термоподжиг изготавливают из огнепроводного шнура замедленного горения который поджигается обычными спичками либо проводов и воспламенителя, зажигание происходит на расстоянии. Поджиг может производится на расстоянии с помощью радиопередатчика и радиоприемника-коммутатора.
Паяльно-сварочные стержни представляют собой медные термитные смеси, упакованные в цилиндрическую оболочку из ламинированной бумаги Паяльно-сварочные стержни марки ЭХЗ-1150А предназначены для приварки ЭХЗ на трубах толщиной стенки от 3,5 до 10,0 мм, ЭХЗ-1150 — на трубах толщиной стенки от 4,0 до 10,0 мм, ЭХЗ- 1152 — на трубах толщиной стенки от 10,1 до 40,0 мм, применяются для приварки всех видов электрохимической защиты на трубопроводы диаметром до 1420 мм.
|
Дефекты |
Причины образовании дефектов |
Способы устранения дефектов |
|
I .Низкая прочность сварного соединения, вывод отрывается от трубы при сгибании или при удалении шлака. |
Некачественная зачистка поверхности трубы и конца привариваемого вывода. В формирующуюся полость тигель- формы попала термитная смесь. |
Тщательно зачистить место приварки и конец вывода. Сварку повторить. Проверить плотность соединения графитовых вкладышей тигель- формы и прилегание мембраны. |
|
2.Форма термитного контакта неправильная, недостаточное количество наплавленного металла, в тигель- форме образуется пробка из металла и шлака. |
Плохо перемешана термитная смесь, расслоение состава. Термитная смесь отсырела. |
Тщательно перемешать термитную смесь перед засыпкой тигель-форму. Термитную смесь просушить. |
|
3. Наплавленный металл пористый. |
В тигель-форму попала влага. Влага на трубе или на привариваемом конце вывода. |
Просушить тигель- форму. Удалить влагу со свариваемых элементов. |
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl Enter.

Основу оснастки составляет тигель, который обеспечивает возможность работы с термитами, в том числе по нему производится слив и расплавленной металлической массы. Данный элемент может быть выполнен из керамики или вольфрама, в зависимости от требований к температурному режиму. Отдельно подготавливаются и формы для отливки.
Специальные матрицы позволяют работать с широким спектром расплавленной основы. Также следует подготовить оборудование для термитной сварки в виде зажимных и фиксирующих приспособлений для массивных конструкций, специальный резак и технический карандаш, предназначенный специально для данного рода операций. В зависимости от условий проведения работ и требований к результату может потребоваться специальная горелка для инвертора и термометр.
Основное оборудование для термитной сварки — это тигель, где и будет происходит плавка и горение термита. Снизу он оборудован сливом. В зависимости от требований, он изготавливается из тугоплавких металлов или из керамики.
Технология отливки предусматривает наличие форм и матриц, позволяющих работать с расплавом. Формы бывают как одноразовыми, так и многократного использования. И, конечно же, понадобится оборудование фиксации и зажима.
Дополнительно при термитной сварке используется кислородный резак, горелка для подогрева и специальный запальник.
При проведении термитной сварки сварщик должен применять следующие элементы и оборудование:
- тигель из керамики или тугоплавкого металла. Он должен иметь устройство для безопасного слива расплава;
- для создания отливок потребуется применение форм и матриц. Они могут быть одноразовыми или для многократного применения;
- устройства для закрепления и сжатия деталей;
- термитный карандаш. Этот элемент применяется в домашних условиях для сваривания и резки металлов;
- комплект инструментов, которые должен иметь в составе такие элементы, как кислородный резак, газовая горелка, ножовка по металлу, полосковый термометр;
- для зачистки поверхностей стоит применять абразивный круг или металлическую щетку.
Проведение термического сварочного процесс стоит соблюдать важные особенности и правила. Несмотря на то, что он простой и не требует использования дорогого оборудования, все равно не нужно забывать про разновидности сварки и некоторые нюансы, от которых зависит прочность и внешний вид шва.
Разновидности термитной сварки
Существует четыре основных техники выполнения такой сварки – посредством промежуточного литья, комбинированная, впритык и дуплекс. В процессе выполнения операции промежуточным литьем порошкообразная смесь переходит в состояние жидкого металла, причем это не влияет на исходные характеристики активного вещества-термита.
Обычно данную методику используют для монтажа металлоконструкций, которые предварительно крепятся в нужном положении. Специально для работы с пластинчатыми изделиями, катодными и дренажными выводами применяется стыковая термитная сварка, смесь для которой предварительно обжигается в печи. Комбинированная техника предполагает сочетание литьевого метода и сварки впритык.
Области использования

Как было сказано выше, термитная сварка применима в полевых условиях, или в случае невыгодных в финансовом плане других традиционных способов.
Такой способ соединения металлов нашел себе применение при ремонте железнодорожных путей, кабелей связи или электрических проводов.
Алюминотермитная сварка рельсов, в принципе, единственный способ быстро провести ремонт при минимальных затратах.
Но термитное сваривание деталей применяется и в производстве. Особенно такой способ соединения актуален при изготовлении крупных по габаритам деталей: лопасти в речных и морских судах, коленчатые валы автомобилей и других.
Также широко применяют термит при ремонте большого оборудования в металлургии и металлообработке: прокатных станов, роторных валов, кузнечных прессов и прочих.
Как это происходит в технологическом плане?
Термитная сварка ЭХЗ
Трубопроводы, в грунте и идущие на поверхности, подвергается коррозии по по электрохимическому механизму, на поверхности металла образуются анодные и катодные зоны. Между ними образуется электрический потенциал, начинает течь ток, и происходит коррозионное разрушение.

Один из способов защиты трубопроводов от коррозии является электрохимическая защита. Защитные покрытия наносимые на трубы не обеспечивают достаточной защиты от коррозии. Поэтому нормативно-технические документы содержать требования обеспечивать нефтяные и газовые трубопроводы средствами электрохимической защиты ЭХЗ.
Наиболее технологичным и надежным способом крепления выводов ЭХЗ – является термитная сварка. Термитная сварка выводов ЭХЗ имеет следующие преимущества перед другими способами:
- удобство, применимость в любых местах;
- мобильность, не требуется источников электроэнергии;
- высокое качество сварного соединения.

Способ термитного сваривания встык, требует тщательной подготовки соединяемых поверхностей. Потом в зазоре устанавливается термитная пленка. Отдельно от деталей в тиглях готовится расплав, который заливают встык, сами заготовки при этом сжимаются для качественного соединения.
Литье в промежуток более простой прием. Расплав готовят путем сжигания термита в отдельной форме и его льют в зазоры между деталями.
Комбинированная технология применяется при сварке железнодорожных рельсов. Торцы сначала зачищают, потом между ними укладывают стальную пластину. При заливании рельсы сжимают и получают качественные соединения.
Дуплекс предусматривает использование термитного сваривания с прессованием соединяемых частей.
Чтобы соединение при процессе сварки получилось качественным и крепким, необходимо соблюдать следующие условия:
- количество порошка термита необходимо просчитать столько, сколько нужно для заполнения металлом формы вокруг рельса;
- важно, чтобы смесь шихты была тщательно измельчена и перемешана;
- температура горения зажигательного элемента (шашка, карандаш), как катализатора поджига основной смеси, должна быть не менее 1400°C.
Несмотря на свои незначительные недостатки, термитная сварка может с успехом конкурировать по безопасности и качеству с такими сварками, как электродуговая и газовая. Например, газовая взрывоопасна, а электрическая не исключает поражение электротоком. Да и многое в этих видах сварок напрямую зависит от квалификации самого сварщика. В термитной же, большую роль играет качество смеси и сохранение технологии, а остальное получится само ― собой.
Термит может производиться в порошкообразном виде или же (чаще) в виде специальных патронов (карандашей).

Состоит такой карандаш из основы в виде проволоки, диаметр которой будет зависеть от толщины свариваемых деталей.
Термитный патрон
Основа покрыта термитным составом, состоящим из алюминиевых опилок и железной окалины. Соотношение состава 23% алюминия, а 77 — железо.
Также вместо алюминия в составе могут находиться и другие металлы, а их соотношение относительно окиси железа может варьироваться: магний (31%), кальций (43%), титан (31%), кремний (21%).
На конце патрона находиться затравка для поджигания.

Все патроны тщательно упаковываются и хранятся порциями необходимыми для проведения определенных работ.
Дозирование термита зависит от параметров свариваемых деталей и может колебаться от нескольких сотен грамм до десятков килограмм. Например, алюмотермитная сварка рельса стандартного профиля потребует 7-8 кг термитного состава.
Термитная сварка также имеет другое название – порошковая. Она подразумевает под собой подтип сварочных процессов, где источником энергии является термит. Её применяют для сварки рельс, ЭХЗ и других конструкций.
Термитом в свою очередь является смесь в виде порошка, изготовленная их металлов. Зачастую используют алюминий, магний и окалину.
После вопроса: что такое термитная сварка, необходимо разобраться в её видах и основных особенностях.
Выделяют два основных типа:
- тигельная или алюминиевотермитная;
- муфельная.
В первом типе выполняется соединение термитной сваркой для того, чтобы на поверхности создался наплавок. Таким образом, можно сваривать чугун безстычным способом. Для муфельной сварки необходим контакт, что дает возможность лишнему алюминию испариться.

Термитная сварка.
Чтобы воспользоваться вторым способом необходимо взять дополнительно накладку либо термитный патрон, который значительно облегчит задачу со сваркой проводов с одно- или многожильным типом.
Не смотря на то, что термитная сварка может показаться на первый взгляд достаточно простой, то на самом деле эта работа опасна и трудна.

Чертеж термитной сварки.
Необходимо придерживаться установленных нормативными актами правил техники безопасности при эксплуатации подобного сварочного оборудования:
- Термитное вещество необходимо хранить в теплых и проветриваемых комнатах.
- Не применяйте термит с влагой.
- При эксплуатации сварочного оборудования, находясь на улице, необходимо очистить в области половины метра поверхность от грязи, пыли и других лишних веществ и предметов.
- Не зажигайте шихту от сварочной дуги.
- Не рекомендуется начинать сварочные работы, если термометр показывает меньше 10 градусов.
- У мастера, выполняющего рабочий процесс, должен быть специальная одежда, в частности комбинезон.
- При использовании термитного инвертора необходимо во время горения засыпать термит песком, создать линию при помощи дополнительного защитного клапана для подачи кислорода и выключить перелив горючего, если горелка повредится.
В бытовом хозяйстве данная разновидность сварки спасает тех, кто не может надлежащим образом реализовать электродуговой метод или соединение газовым расплавом. Обычно в таких случаях используется термит с минимальной температурой – порядка 1300 °C. Этот режим позволяет обеспечить простейший алюминиевый состав, за счет которого можно выполнить ремонт мелких трещин в металлоконструкции, реализовать автослесарные операции или сварить строительную арматуру.
Промышленная организация процесса сварочных работ с применением термитных смесей имеет немало существенных отличий. В первую очередь, используются более эффективные металлические составы с повышенным тепловыделением. Это те же термиты с включением хрома, вольфрама и других элементов с активной функцией сгорания.
Для технической организации процесса необходимо также применение более мощного оборудования, то есть одним термитным карандашом специалисты не ограничиваются. Например, термитная сварка в электротехнической промышленности в обязательном порядке предусматривает использование инверторов, термостатов и другой аппаратуры, которая позволяет отслеживать параметры рабочего процесса.
При всей простоте выполнения данного метода сварки именно в силу специфики химических свойств термитных смесей определяются довольно жесткие правила соблюдения техники безопасности. Во-первых, предъявляются специальные требования к организации хранения металлических порошков. Следует обеспечивать хранение только в сухих и отапливаемых помещениях.
Более того, термитная сварка не допускает использования влажных порошков непосредственно в процессе поджига. Во-вторых, предъявляются особые требования и к условиям выполнения сварки. Операцию можно производить только при температуре более 10 °C. Места соединений должны быть предварительно очищены и обезжирены.
К преимуществам относят доступность материалов, несложность выполнения большинства операций и низкое энергопотребление в процессе выполнения работ. Иными словами, этот вариант подойдет и для масштабной сварки массивных строительных конструкций, и для незначительных бытовых операций. Что касается недостатков, то термитная сварка доставляет немало трудностей в работе с бесшовными соединениями.
Дело в том, что непосредственно в ходе произведения операции мастер не может в полной мере отслеживать качество формирования зазора и соединения. В итоге рассчитывать на ровное и чистое сведение частей конструкций без существенных деформаций в большинстве случаев не приходится. Но зато в плане прочности и долговечности термитные соединения считаются одними из самых лучших.
Многие часто спрашивают, что такое термитная сварка и зачем она используется? Чтобы это понять, стоит рассмотреть ее основную суть. Во время сварочного процесса применяются специальные порошковые составы, которые во время сгорания образуют большое количество тепловой энергии. Часто данные металлические смеси называют термитами.
Термическая сварка — это процедура, во время которой происходит разогревание свариваемого элемента до состояния полужидкой субстанции, но в то же время оно сплавляется в целостный состав при помощи специального порошка. Обычно применяется порошок, который состоит из железа и алюминия.
При смешивании данных элементов на основе алюмотермической реакции на области сварки образуется катализатор с высоким качеством. Основная суть этого процесса состоит в том, что во время него из соответствующего оксида химическим методом происходит полное восстановление металла.
Обратите внимание! Сварка изделий производится за счет оказания воздействия расплавленного металла из термита и сильного жара на кромки, которые начинают активно плавятся на свариваемом участке. Именно термит в данном случае выступает в качестве присадочного материала.
При термическом сварочном процессе проявляется мощный поток тепла с показателем температуры от 2400-27000С, оно выполняет функции горелки при проведении газосварки или электрода при электродуговой сварке. Главная особенность данной технологии состоит в том, что порошкообразный термит способен воспламеняться самостоятельно.
Это связано с наличием кислорода в составе порошка, который выделяется во время химической реакции из оксида железа. Именно это способы позволяет проводить термическое сваривание в среде, которая заполнена негорючими газами, к примеру, углекислым, и даже в вакууме.
Достоинства и недостатки

В первую очередь, стоит отметить, что процесс – несложный. Даже если вы не имеете большого опыта в создании швов, то соблюдая все правила и требования, можно качественно выполнить сварочную работу своими руками, к тому же процедура не отнимет много времени.
Термит для сварки способствует высокому качеству соединений, которые отличаются надежностью и долговечностью. Для работы оборудования не нужно большое количество электроэнергии.
Недостатки
Чтобы выполнить такую процедуру надо провести подготовительные работы по обработке металлических изделий и кабелей. Проследить за точностью процесса сварки просто невозможно. В связи с этим выполнить бесшовную технику могут только профессионалы.
Сферы применения
Бесстыковой путь дает возможность уменьшить экономические затраты по текущему содержанию пути, позволяет увеличить скорость движения рельсового транспорта, уменьшает шум и удлиняет срок службы подвижного состава.
1) удобство, маневренность применяющейся оснастки;2) возможность применения без электроэнергии;3) высокая производительность;4) достаточная прочностная характеристика.
Термитная сварка позволила к 1953 г. в Москве и Ленинграде иметь в трамвайных путях бесстыковые соединения.
В трамвайных хозяйствах многих городов отдается предпочтение термитной сварке стыков рельсов. За последние 25—30 лет термитная сварка претерпела небольшие качественные изменения.
Из всех способов термитной сварки — кузнечного, промежуточного литья, комбинированного, «дуплекс» — получил широкое распространение способ промежуточного литья.

С 1950 г. применяется модернизированный способ промежуточного литья — «единый» способ, который хотя и не дает провара по всему сечению рельсов, но благодаря простоте всего технологического процесса позволил расширить внедрение термитной сварки в трамвайных путях.
В связи с массовым применением термитной сварки на транс порте появилась потребность как в качественном улучшении сварного стыка — получение плотного стыка с хорошим проваром и постоянством химического состава термитной стали, так и в изменении количественных характеристик — повышение производительности, уменьшение расхода материалов и т. д.
Термитный металл обладает хорошими литейными свойствами и может употребляться для прицезионного литья.
а) производстве крупногабаритных деталей, состоящих из нескольких элементов: коленчатых валов, рулевых рам судов, приварке лопастей к гребным валам судов и пр.;б) восстановлении цилиндров прессов, поршневых штоков, колонн кузнечных прессов, роторных валов, валков, а также ведущих реверсивных шестерен прокатных станов, всевозможных станин—клетей прокатных станов, станин прессов и главных станин ковочно-высадочных машин и пр.;в) ремонте чугунного технологического оборудования сталелитейных цехов: изложниц, шлаковых ковшей, поддонов и т. д.
Термитную сварку крупногабаритных деталей лучше всего производить в литейном цехе, где имеется необходимое технологическое оборудование, а также грузоподъемные механизмы.
Термитная сварка крупных чугунных деталей дает большой экономический эффект, особенно для восстановления технологического оборудования металлургического производства: различных ковшей, изложениц, поддонов, а также всевозможных станин.
Приступая к термитной сварке чугунных деталей, нужно учитывать повышенную чувствительность чугуна к температурным изменениям. При нагревании чугуна выше критической точки и охлаждении со скоростью, превышающей 149o в мин., он становится хрупким.
Одним из важнейших условий успешного проведения термитной сварки чугунных деталей является предварительный подогрев. При сварке чугунных деталей, помимо местного подогрева в зоне сварки до 900o, необходимо произвести и общий подогрев всей детали до 450—500o.
Весьма эффективно применение термита для сварки стыков стержней большого диаметра непосредственно в блоках гидросооружений, где нельзя использовать стыковую сварку. При этом
повышается экономия металла, используемого на накладки или технологические изгибы сопрягаемых элементов, а также увеличивается производительность сварки по сравнению с электродуговым или ванным способом.
Термитная сварка стыков арматурных стержней, как правило производится без предварительного подогрева, но с несколько большим расходом термита на стык.
При термитной сварке стыков арматурных стержней применяют универсальные огнеупоры, являющиеся одновременно и тиглем и формой.
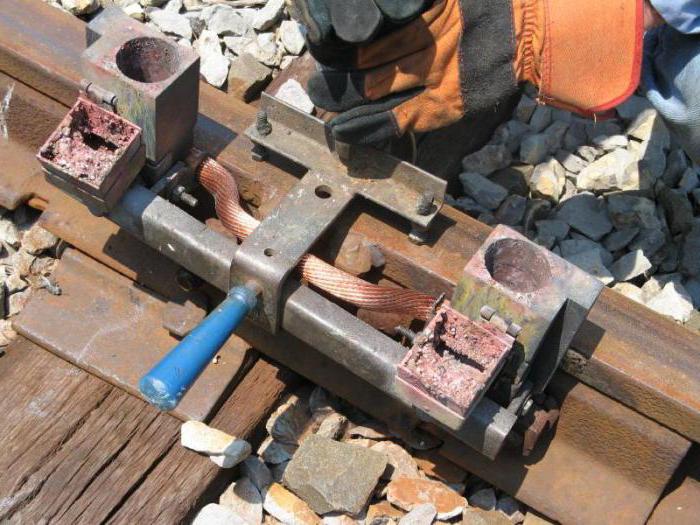
На железнодорожном транспорте широко применяется термитная приварка электросоедимениний к рельсам. Для этого используется специальный термит, состоящий из окислов меди, сплава меди с алюминием и ферромарганца. Сжигается этот термит в тигель-форме из жаропрочного графита, способного выдерживать несколько сот плавок.
На действующих газопроводах для предохранения их от разрушения почвенной коррозией осуществляется электродренажная защита — привариваются стальные стержни, которые подключаются к источникам постоянного тока. Стальные стержни приваривают только термитом. Использование других видов сварки — электрической или газовой — недопустимо, так как в ходе сварки может произойти прожог труб, по которым подается горючий газ под давлением. Термит для приварки стержней дренажной защиты состоит из железо-алюминиевой шихты с введением в нее дополнительно магния и ферромарганца.
Для сварки стальных проводов широко применяют спрессованный в цилиндрические шашки термит, который состоит из 25% металлического магния и 75% железной окалины.
Магниевый термит применяется потому, что при сгорании он нe образует жидких шлаков.
Термитно-магниевые шашки можно использовать и при пайке. В паяльник закладывают шашку и поджигают ее обычным способом. Через несколько минут после окончания процесса горения Паяльник прогревается до нужной температуры и становится пригодным для пайки.
При строительстве электрических установок высокого напряжения часто приходится сваривать стыки многопроволочных проводов. Перед сваркой производят механическую подготовку и обезжиривание стыков, закладывают подготовленные концы проводов в цилиндрический термитный патрон и закрепляют их в сварочных клещах.
Стык проводов при поджигании термитного патрона и в процессе сварки должен быть в горизонтальном положении.
При сварке стале-алюминиевых и алюминиевых проводов со сваренного стыка необходимо удалять металлический кокиль—оболочку термитного патрона.
Термитная сварка стыков узкоколейных рельсов без предварительного подогрева может применяться в горной и лесной промышленности. Для этого используют такие же сухие формы, как и при термитной сварке арматурных стержней.

Количество термита для сварки стыка без предварительного подогрева удваивается. Это компенсируется высокой производительностью (7—10 мин.) на один стык и компактностью применяемой оснастки.
Трещины в головке, участки пробуксовки и другие дефекты рельсов устраняют термитной наплавкой.
Термитным способом можно получить термитную перегретую жидкую сталь любого состава, которая имеет высокую жидкотекучесть и хорошие литейные свойства. Это дает возможность получить из термитной стали всевозможные отливки сложной конфигурации.
Высокая жидкотекучесть термитной стали позволяет отливать из нее небольшие сложные детали, которые обычным способом из стали отлить нельзя.
Высокие литейные качества термитной антикоррозийной стали позволяют с успехом отлипать из нее любые скульптурные композиции.
Читать: «Автогенная обработка». Термитная сварка. История развития, Краткие рекомендации по технике безопасности при термитной сварке рельсовых стыков, Кузнечный способ термитной сварки
При помощи термита из алюминиевой пудры выполняется наплавка на запасные части или детали. Также данная технология применяется при сваривании рельсов и чугуна, разных сплавов из хрупких металлов. Именно этот вид сваривания позволяет провести быстрый ремонт железнодорожных путей с минимальными затратами.
Термит для сварки из производных магния применяется в случаях, когда необходимо сваривать электрические коммуникации, телефонные провода и многое другое. Термитное сваривание часто используется в условиях производства. Этот способ подходит для изготовления крупных деталей — лопасти в речных и морских судах, коленчатые валы автомобилей и другие.
Термитную сварку на сегодняшний день используют для сваривания чугуна, электрических и телефонных коммуникаций, труб, частей двигателя и так далее. Особо часто термит используют для сваривания железнодорожных рельсов. Соединения получаются достаточно надёжные. Место ремонта может быть на любом участке дороги, даже в несколько сот километров от населенного пункта.
Заключение
Производители сварочного оборудования преимущественно совершенствуют аппаратуру для резки, наделяя высокими эксплуатационными качествами именно инструмент термического воздействия. Такой подход к разработке приборов себя оправдывает, но эксплуатация оборудования с повышенной мощностью закономерно требует и больших вложений в энергоснабжение.
Как показывает практика термитной сварки в быту, использование металлических порошковых смесей на основе алюминия и магния по силе резки дает тот же эффект, что и альтернативные методики. Другое дело, что содержание этих же смесей также требует немалых хлопот и затрат. Зато эти неудобства окупает универсальность технологии.
Процесс приготовления
В качестве ингредиентов обычно выступают различные металлы. Состав вещества зависит от сферы применения термита, необходимых особенностей смеси и условий использования. Производится термит как в промышленном масштабе, так и в домашних условиях.
Состав термита подбираются индивидуально, но каждая рецептура имеет общие характеристики. Главное, чтобы окислитель и горючие элементы содержались в равномерных пропорциях. Благодаря окислителю это вещество может возгораться и поддерживать горение в условиях дефицита кислорода.
Любой тип термита очень огнеопасные. Поэтому хранение и использование этого вещества требует особой подготовки и внимания. Рекомендуется приготавливать смесь непосредственно перед ее использованием.
Сфера применения
Наиболее часто термит как вещество используют в пиротехнике и для сварочных работ. В пиротехнике вещество используют для создания сигнальных огней и в качестве средств освещения.
В сварочных работах термит используется благодаря свойству горения при очень высоких температурах. Это позволяет создать шов повышенной прочности, который отличается долговечностью и высоким качеством.
Сварочный шов образуется из металлических компонентов, которые входят в состав смеси. Причем шов обладает антикоррозийными свойствами. Для выполнения сварочных работ термита недостаточно, нужно также тигельная форма с поджогом. Обычно тигельная форма производится из графита, способного выдержать высокие температуры.
Наиболее широко это вещество применяется для сварки трубопроводов.
В классический рецепт термита входят такие компоненты, как алюминий и железо. Именно такое соединение элементов наиболее широко используется при сварочных работах, строительстве и промышленности. Такой состав характеризуется высокой температурой горения.

Несмотря на то что количество железа в составе намного больше, и смесь обычно называют железной, главную роль играет алюминий. Именно этот металл определяет эффективность горения, скорость реакции и делает возможным сварочные работы.
Для использования в пиротехнике состав термита намного сложнее и включает больше химических элементов. В состав вещества традиционно входят топливные элементы и окислитель. Наиболее часто компонентами пиротехнического термита выступают хлорат калия, карбонат стронция и сера. Сера придает пламени цвет. В качестве окислителя применяется хлорат калия.
Температура пламени при горении может достигать нескольких тысяч градусов, поэтому пиротехнические работы с этим веществом выполняют только профессионалы. В такой работе очень важно соблюдение правил безопасности.
Медные смеси термит чаще всего используются для сварочных работ. Этим типом термита обслуживаются сварочные операции на газопроводах. Для повышения качества сварочного шва состав термита приготовлен так, чтобы температура горения была максимальной.
В состав обычно входит два типа меди:
- оксид меди;
- медный порошок.
Медная часть состава составляет более 80%, десятую часть составляет алюминий, а остаток — ферросилиций.
Подобная рецептура гарантирует высокое качество сварочного шва. Это достигается благодаря высокой температуре горения в процессе плавления металлов.
При производстве смеси в домашних условиях применяется классический рецепт. Нужно иметь всего лишь два компонента:
- железная окалина;
- алюминиевый порошок.
Структура компонентов должны напоминать мелкий песок. Чем мельче состояние, тем качественнее получится готовая смесь. Для производства и хранения термита в домашних условиях нужно использовать специальные емкости. Лучше всего, чтобы сосуд был изготовлен из металла, алюминия или стали.
Рецептура состава очень проста: на 3 части железа нужно добавить 4 части алюминия. Перемешивание компонентов должно производиться максимально тщательно: от этого зависит качество готового термита. В качестве катализатора можно использовать жженую марганцовку в количестве не более пятой части.
Для использования вещества необходимо подготовить рабочий сосуд, в который следует плотно утрамбовать вещество и добавить магниевую ленту. Поджег ленты провоцирует активации химической реакции. Очень важно, чтобы смесь была абсолютно сухая.
Термитная сварка подразумевает под собой наличие специального инструмента.

Тигель для термитной сварки.
Кроме этого мастеру для проведения работы потребуются:
- тигель с прикрепленным сливом;
- термитный карандаш необходим для того, чтобы выполнять сварку термитом в домашних условиях. Он не нуждается в подогреве, обжиге либо плавлении. После того, как оборудование будет подключено к сети, можно начинать работу;
- крепежные элементы для свариваемых деталей, чтобы поддержать и скрепить их;
- пила для металла, горелка для сварочного аппарата, термометр и другие предметы, которые могут понадобиться для работы.
Схема сварочной работы с термитом для рельсов, кабелей и других элементов может выглядеть следующим образом:
- дуплексом;
- впритык;
- смешано;
- с промежуточным вливанием.
Сварочный процесс при помощи термита применяется в тех случаях, когда необходимо прикрепить друг другу разные поверхности, катодные и дренажные выводы или другие схожие детали. Прежде чем начать сваривать металл, сами детали необходимо обжечь в печи.
Чтобы сварить рельсы, стрелочные механизмы и другие детали, можно воспользоваться смешанной технологией. Она соединяет в себе сварку впритык и вливанием. Прежде чем начать процесс, свариваемую часть необходимо защитить стальной пластиной с помощью пресса.
На этом месте возникнет зазор, куда и вливается термит жидкой консистенции. После того, как он застынет, шов подвергается обработке и свариванию.
История развития производства термита и термитной сварки рельсов
М. А. Карасев внес крупный вклад в развитие алюминотермии, организовав на базе отечественной технологии выпуск термитных смесей для народного хозяйства. Он предложил рациональные способы производства алюминиевого порошка и термита. Ему были выданы авторские свидетельства на «аппарат для получения эерноволокнистого алюминия», «шаровой мельницы для производства алюминиевого порошка», «механической нагрева-тельной печи для обжига железной обсечки и окалины при изготовлении термита» и т. п.
В последующие годы в путях московского трамвая было сварено термитом свыше 100 000 стыков.
Сварка производилась двумя способами: комбинированным и врасклинку. Ввиду того, что стыки, свариваемые последним способом, часто выходили из строя, к 1931 г. этот способ перестали применять Вместо него начали внедрять способ сварки промежуточным литьем. Одновременно начали применять способ сварки «дуплекс» (способ промежуточною литья с последующим прессованием). Однако этот способ не получил широкого распространения из-за сложности технологического процесса.
Качество сварки термитных стыков за первые 10 лет ежегодно улучшалось, и количество лопнувших (в течение года) стыков в среднем не превышало 0,8%.
Применение отечественного термита для сварки рельсовых стыков показало его превосходство перед импортировавшимся термитом. В стыках рельсов, сваренных отечественным термитом, значительно меньше процент брака. Это подтверждают результаты эксплуатации первой очереди Московского метрополитена. Так, например, каждый рельсовый стык на участке Сокольники—Парк культуры в 1938 г, выдержал 13,4 млн. ударов с грузонапряженностью 53 млн. т-км.
В 1936 г. вышло из строя 0,17% от количества эксплуатируемых в путях стыков, в 1937 и 1938 г. — по 0,5%.
Из приведенного количества выбывших из строя стыков 75% разрушились из-за наличия болтовых отверстий в зоне сварки.
В эти же годы термит стали внедрять в другие отрасли народного хозяйства. В частности, была разработана и успешно осуществлена термитная сварка стыков легированных труб первого прямоточного котла высокого давления; начали применять также термитную сварку для ремонта крупногабаритных стальных деталей: валов, колонн и т. п.
Изобретению термитной сварки способствовала необходимость в разработке метода соединения металлов без участия громоздкого оборудования. В то же время температура нагрева сторон должна быть достаточно высокой, чтобы проплавить толстые стороны материалов и образовать крепкое соединение.
Бекетов Н.Н. открыл явление называемое алюминотермия. Это процесс, при котором металл восстанавливается благодаря окислам алюминия. Для этого алюминиевую стружку смешивают с оксидом железа. Полученную смесь доводят до температуры 3000 градусов, вследствие чего образовывается сталь и шлак.
Ученый Гольдшмидт впервые смог воплотить эту идею на практике сваривания. Он использовал два металлических бруска, зазор между которыми заполнил горящим термитным порошком. Образовался монолитный шов приемлемого качества, а шлак всплыл на поверхность и разошёлся по сторонам. При этом его отделение было довольно свободным.
Что такое термитная сварка на деле, легко понять после ознакомления с видео. В настоящее время применяют 23% алюминиевой крошки и 77% окиси железа. Грануляция состава не превышает пол миллиметра в диаметре. Поджиг осуществляется специальным запалом. Благодаря горению происходит химическая реакция, высвобождающая большое количество тепла. При этом оксид железа преобразовывается в чистый металл, а второй компонент образует окислы и составляет шлак.