
- Фрезерные станки: общие сведения, классификация, обозначение
- Как выбрать фрезерный станок
- Станки консольно-фрезерные
- 3. Вертикальные, горизонтальные и продольно-фрезерные станки
- 4. Отечественные фрезерные станки с ЧПУ и обрабатывающие центры
- Технология изготовления фрезерного станка по металлу своими руками
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки делятся на 8 групп:
- Горизонтально- и вертикально-фрезерные. Они комплектуются специальным рабочими поверхностями, у которых можно менять угол расположения.
- Бесконсольные вертикальные.
- Продольные. Конструкция таких станков имеет две стойки.
- Барабанные и карусельные.
- Копировальные.
- Шпоночные.
- Для обработки торцевых поверхностей.
- Специализированные.
Продаются станки для выполнения одной задачи и многофункциональные машины. Ко второму типу относятся сверлильно-фрезерные станки. Применяются для сверления заготовок и изменения их форм.
Существует оборудование, которое настраивается механически, и полностью автоматизированные станки, которые работают после настройки программы. Ко второму варианту относятся механизмы, управляемые системой ЧПУ. Универсальные фрезерные станки по металлу часто управляются только механически. При использовании программированного оборудования увеличивается точность изготавливаемых деталей, повышается производительность в 4–8 раз. Существуют настольные фрезерные станки с ЧПУ и промышленные машины для крупных предприятий.
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д.
Конструкции фрезерных станков многообразны. В общем случае фрезерные станки можно подразделить на две основные группы:
- общего назначения или универсальные фрезерные станки (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- специализированные и специальные фрезерные станки (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.)
Основными формообразующими движениями фрезерных станков являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе.
Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
Основные элементы механизмов станков унифицированы.
Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
По конструктивным особенностям эти станки подразделяют:
- станки консольные (стол расположен на подъемном кронштейне-консоли)
- станки бесконсольные (стол перемешается на неподвижной станине в продольном и поперечном направлениях)
- станки непрерывного действия (карусельные и барабанные)
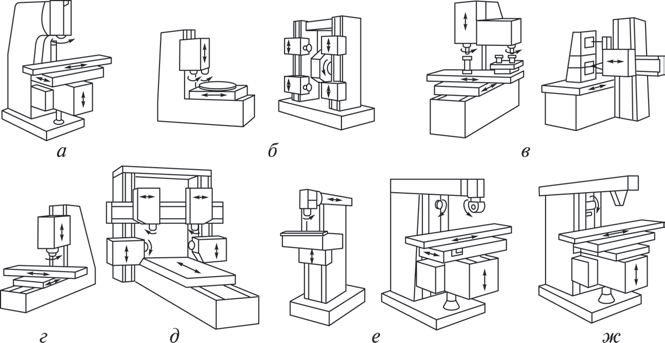
- а — станок универсальный консольный горизонтально-фрезерный
- б — станок широкоуниверсальный консольный горизонтально-фрезерный
- в — станок широкоуниверсальный бесконсольно-фрезерный
- г — станок консольный вертикально-фрезерный
- д — станок бесконсольный вертикально-фрезерный
- е — станок бесконсольный горизонтально-фрезерный
- ж — станок продольно-фрезерный
- з — станок карусельно-фрезерный
- и — станок барабанно-фрезерный
Консольные фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве рис. 119, а, б, в, г). Консольно-фрезерные станки горизонтальные и вертикальные — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Универсальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается вертикально по направляющей стойки 5. На консоли расположены салазки 6 и поворотный стол 7.
Горизонтальный консольно-фрезерные станки (рис. 119, а) имеют горизонтально расположенный, не меняющий своего места шпиндель 2. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от Универсального консольного фрезерного станка рабочий стол не поворачивается вокруг вертикальной оси.
ШирокоУниверсальный консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкерования, растачивания и фрезерования.
Вертикальный консольно-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Бесконсольные вертикально-фрезерные станки (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет вертикальные осевые перемещения при установке фрезы. Стол перемещается только в продольном и поперечном направлениях.
Бесконсольные горизонтально-фрезерные станки (рис. 119, е), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Продольно-фрезерные станки (рис. 119, ж) предназначены для обработки заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Карусельно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки (рис. 119, и) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
Фрезерование является одним из самых распространенных способов механической обработки. Им осуществляют черновую, получистовую и чистовую обработку простых и фасонных поверхностей заготовок из стали, чугуна, цветных металлов и пластмасс.
Фрезерные станки предназначены для фрезерования поверхностей планок, рычагов, крышек, корпусов и кронштейнов простой конфигурации; контуров сложной конфигурации (типа кулачков, шаблонов и т.д.); поверхностей корпусных деталей. Технологические возможности станков фрезерной группы определяются конструкцией, компоновкой, классом точности станка и технической характеристикой системы ЧПУ.
Фрезерование характеризуется высокой производительностью и позволяет получать поверхности правильной геометрической формы. Применяя фрезы, оснащенные современными режущими материалами (синтетическими сверхтвердыми, минералокерамикой), можно обрабатывать закаленные до высокой твердости (60 HRC) материалы, заменяя при этом шлифование.
| Размер/градация | 0 | 1 | 2 | 3 | 4 |
| Размер стола, мм | 200×800 | 250×1000 | 320×1250 | 400×1600 | 500×2000 |
По классификации фрезерные станки (см. табл. 1.5) относят к шестой группе, но часть входит и в пятую группу — зубои резьбообрабатывающих станков. Каждый станок имеет свой шифр, состоящий из цифр и букв: первая цифра обозначает группу станка, вторая — его тип: 1 — консольные вертикально-фрезерные; 2 — непрерывного действия; 3 — одностоечные продольно-фрезерные; 4 — копировальные и гравировальные; 5 — вертикальные
бесконсольные (с крестовым столом); 6 — продольно-фрезерные; 7 — широкоуниверсальные; 8 — консольные, горизонтальные; 9 — разные (рис. 1). Третья и четвертая цифры обозначают один из характерных размеров станка. Если буква стоит между первой и второй цифрами, то это означает, что конструкция станка модифицирована.
Буква, стоящая в конце номера станка, означает следующее: 1) конструктивную модификацию основной модели, например, 6Р82Г — станок горизонтально-фрезерный; 6Р12Б — быстроходная модель, 6Р82Ш — широкоуниверсальный; 2) различное исполнение станков по классам точности: Н — нормальной точности; П — повышенной, В — высокой, А — особо высокой и С — станки особо точные; 3) различные исполнения по используемым системам управления станками.
Фрезерные станки с программным управлением могут быть дополнительно оснащены механизмами автоматической смены инструментов. Если этот механизм выполнен в виде револьверного барабана, в обозначении модели станка после цифр ставится буква Р (например, 6Р13РФ3), если же он выполнен в виде инструментального магазина — буква М (например, 6Т13МФ4).
В отдельных случаях после основного обозначения модели через дефис ставят одну или две цифры, которые указывают на то, что заводом-изготовителем внесены изменения в базовую модель, связанные в основном с приводами подач или системами управления. В чем состоят эти изменения, указывается в паспорте станка.
Станкостроительные заводы, кроме серийных, выпускают специализированные станки, обозначаемые условными заводскими номерами, причем перед номером станка ставился индекс завода: ГФ — Горьковский завод фрезерных станков; ДФ — Дмитровский завод фрезерных станков и др.
- а — станок универсальный консольный горизонтально-фрезерный
- б — станок широкоуниверсальный консольный горизонтально-фрезерный
- в — станок широкоуниверсальный бесконсольно-фрезерный
- г — станок консольный вертикально-фрезерный
- д — станок бесконсольный вертикально-фрезерный
- е — станок бесконсольный горизонтально-фрезерный
- ж — станок продольно-фрезерный
- з — станок карусельно-фрезерный
- и — станок барабанно-фрезерный
Как выбрать фрезерный станок
Фрезерные станки нужно выбирать с умом. Для этого необходимо обращать внимание на некоторые особенности:
- В первую очередь нужно оценить габариты оборудования. Оно должно свободно располагаться в помещении и иметь достаточно количество места с разных сторон.
- Материал, из которого изготавливается конструкция и станина. Если на станке будут обрабатываться твёрдые материалы, каркас должен быть сделан из металла.
- Мощность двигателя. Важнейший параметр при выборе. Чем мощнее будет электродвигатель, тем твёрже материалы можно будет изготавливать.
- Охлаждение. Чтобы фреза не перегревалась и обрабатываемая поверхность не приходила в негодность, необходимо выбирать оборудование с охлаждением. В продаже существует водные и воздушные системы. Для водных нужно думать, как расположить шланги и емкость для подачи жидкости. Воздушные системы требуется очищать от пыли, которая скапливается на очищающих фильтрах.
- Система управления. Лучше выбирать модель с возможностью регулировать скорость вращения шпинделя.
Нет смысла приобретать дорогостоящее оборудование, если оно не будет использоваться регулярно. Существуют модели станков для профессионалов и любителей. Также есть машины, предназначенные для крупных предприятий и собственных мастерских.

Станки консольно-фрезерные
Консольно-фрезерные станки — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей.
Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными.
Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ.
На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
Широкоуниверсальный станок 6Н81А имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает, как горизонтально-фрезерный, а в вертикальном положении, как вертикально-фрезерный.
Широкоуниверсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков.
Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. При этом возможна одновременная работа горизонтального и вертикального шпинделей
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
https://www.youtube.com/watch?v=w_YyLNXzenE
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
| Серия | Размер | Изготовитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | 0 | |||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | ||||
| 6К | 0 | |||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | ГЗФС | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | ГЗФС | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6Н | 0 | Жальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗФС | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГЗФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6М | 0 | Жальгирис | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗФС | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6Р | 0 | Жальгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | ГЗФС | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГЗФС, ВМЗ | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| 6Т | 0 | Жальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6Д | 0 | ДЗФС | 1987 | 6Д10, 6ДМ80Ш |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
ВМЗ — Воткинский машиностроительный завод. В настоящее время — Воткинский Завод, ОАО
ГЗФС — Горьковский завод фрезерных станков. В настоящее время — Завод Фрезерных Станков ЗФС, ООО
ДЗФС — Дмитровский завод фрезерных станков. В настоящее время — Дмитровский завод фрезерных станков ДЗФС, ООО
УЗТС — Ульяновский завод тяжелых и уникальных станков УЗТС. В настоящее время — Ульяновский завод тяжелых и уникальных станков УЗТС, ООО
ВСЗ — Воронежский станкостроительный завод.
Жальгирис — Вильнюсский станкостроительный завод «Жальгирис»
Наиболее распространенными типами фрезерных станков являются широкоуниверсальные, горизонтальные, вертикальные и универсальные станки.
На консольных горизонтально-фрезерных и универсально-фрезерных станках можно обрабатывать горизонтальные и вертикальные плоские поверхности, пазы, углы, рамки, зубчатые колеса и др. Универсальные станки, имеющие поворотный стол, можно использовать для фрезерования всевозможных винтовых поверхностей.
Консольно-фрезерные универсальные станки отличаются от горизонтально-фрезерных наличием конструкции, обеспечивающей поворот стола относительно вертикальной оси. Широкоуниверсальные фрезерные станки от универсальных отличаются наличием на станине специального хобота, на котором установлена дополнительная головка со шпинделем, и рядом других конструктивных элементов.
Детали и узлы фрезерных станков широко унифицированы. Технические характеристики консольных широкоуниверсальных станков приведены в табл. 1, широкоуниверсальных инструментальных фрезерных станков — в табл. 2.
Таблица 1. Технические характеристики консольных широкоуниверсальных станков
| Параметры | Модели станков | ||
| 6Т80Ш | 6Д82ШФ20 | 6Т83Ш-1 | |
| Размеры рабочей поверхности стола (Ш Д), мм | 200 800 | 320 1250 | 300 1600 |
| Наибольшее перемещение стола, мм:
продольное |
560 | 950 | 1000 |
| поперечное | 250 | 320 | 400 |
| вертикальное | 400 | 420 | |
| Перемещение пиноли, мм | 70 | 80 | |
| Конусы отверстия шпинделя:
горизонтального |
40 | 50 | |
| поворотного | 40 | ||
| Расстояние от оси горизонтального шпинделя до поверхности стола, мм:
наименьшее |
0 | 50 | 30 |
| наибольшее | 400 | 450 | |
| привода поворотного шпинделя | 1,5 | 2,5 | 3 |
| привода подач | 0,75 | 2,2 | 3 |
| Наибольшая масса обрабатываемой заготовки, кг | 150 | 400 | 630 |
| Габаритные размеры станка, мм | 1600x
1875x 2080 |
2475x
2325x 2020 |
2570x
2253x 2040 |
| Масса станка, кг | 1430 | 3325 | 4350 |
Таблица 2. Технические характеристики широкоуниверсальных инструментальных фрезерных станков
| Параметры | Модели станков | |||||||
| 6Е75ПФ1 | 6720ВФ2 | 67К25ПФ2 | 67К32ВФ3 | |||||
| Размеры рабочей поверхности основного вертикального стола (Ш Д), мм | 200
500 |
25
0 630 |
32
0 800 |
|||||
| Наибольшее перемещение стола (ручное и механическое), мм:
продольное |
320 | 400 | 500 | |||||
| вертикальное | 300 | 320 | 440 | 420 | ||||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола, мм:
наименьшее |
90 | 35 | 45 | 420 | ||||
| наибольшее | 390 | 448 | 595 | 624 | ||||
| Число ступеней для стола | Бесступенчатые | |||||||
| Скорости быстрых перемещений основного вертикального стола, суппорта и шпиндельной бабки в продольном, поперечном и вертикальном направлениях, мм/мин | 1800 | 1200 | 1800 | 4000 | ||||
| Масса станка без принадлежностей, кг, не более | 810 | 1150 | 1420 | 2250 | ||||
| Габаритные размеры станка, мм: | 1350x 1400×1745 |
1250x 1520×1700 |
1685x 1655×1890 |
2150x 2000×2134 |
||||
Повышенным спросом на отечественном рынке пользуются универсальные фрезерные станки, характеристики которых приведены в табл. 3 и 4.
Универсальные фрезерные станки фирмы «EXEN» предназначены для обработки плоских и корпусных деталей из черных, цветных металлов и их сплавов торцовыми, концевыми, дисковыми и фасонными фрезами (рис. 2). Кроме фрезерования на станке можно производить сверление и предварительное растачивание отверстий, нарезание резьбы метчиком.
Таблица 3. Технические характеристики универсальных фрезерных станков промышленной группы «АСВ-Техника»
| Модель | Размеры стола, мм | Перемещение стола, мм | Мощность привода, кВт | Габариты
(Д Ш В), мм |
Масса, кг | |
| продольное | поперечное | |||||
| ФСМ 250/676 | 250×620 | 400 | 200 | 3,15 | 1110x1170x1610 | 790 |
| ФСМ 250/676 с УЦИ | 250×620 | 400 | 200 | 3,15 | 1110x1170x1610 | 830 |
| ФСМ 250/676 М | 250×620 | 400 | 200 | 5,0 | 1110x1170x1610 | 915 |
| СФ676 | 250×630 | 450 | 380 | 3,0 | 1200x1240x1780 | 1050 |
| 6К81Ш | 250×1000 | 710 | 390 | 5,5 | 2135x1725x1780 | 2500 |
| 6К82Ш | 320×1250 | 850 | 390 | 5,5 | 2135x1865x2015 | 2560 |
| 6Т82Ш | 320×1250 | 800 | 420 | 7,5 | 2280x1965x1970 | 3550 |
| 6Т83Ш | 400×1600 | 1010 | 420 | 11,0 | 2570x2252x2040 | 4400 |
| FU400MRApUG | 400×1600 | 1120 | 345 | 11,0 | 2850x2300x2500 | 5600 |
Шпиндель изготовлен из никельхроммолибденовой стали, подвергнут цементации, закалке и термостабилизации для минимизации деформации при тяжелых условиях работы. На станках установлены ШВП по оси X, Y, Z, которые обеспечивают точность позиционирования подвижных узлов станка. Верхний предел подач до 1000 м/мин и частота вращения шпинделя до 3000 мин-1 позволяют эффективно применять современный режущий инструмент из синтетических сверхтвердых материалов.
Точность и плавность перемещений обеспечиваются высокоточными шлифованными направляющими. Наличие частотно-регулируемого привода на всех осях (в качестве опции) позволяет подбирать и устанавливать необходимые значения подач с высокой точностью. Эргономичная конструкция пульта управления значительно облегчает работу оператора и максимально информативна.
3. Вертикальные, горизонтальные и продольно-фрезерные станки
Технические характеристики наиболее востребованных вертикально-фрезерных станков приведены в табл. 5, горизонтально-фрезерных — в табл. 6, продольно-фрезерных — в табл. 7.
Таблица 5. Вертикально-фрезерные станки
| Модель | Размеры стола, мм | Перемещение стола, мм | Мощность привода, кВт | Габариты
(Д Ш В), мм |
Масса, кг | |
| продольное | поперечное | |||||
| 6К12 | 320 1250 | 850 | 390 | 5,5 | 2135x1865x2290 | 2380 |
| 6Т12 | 320 1250 | 800 | 420 | 7,5 | 2280x1965x2265 | 3250 |
| ВМ127М | 400 1600 | 1000 | 400 | 15,0 | 2560x2260x2500 | 4250 |
| FSS400MR | 400 1600 | 1010 | 430 | 11,0 | 2570x2252x2430 | 4300 |
Таблица 6. Горизонтально-фрезерные станки
| Модель | Размеры стола, мм | Перемещение стола, мм | Мощность привода, кВт | Габариты
(Д Ш В), мм |
Масса, кг | |||
| продольное | поперечное | |||||||
| НГФ-110-Ш4 | 100
400 |
250 | 170 | 0,75 | 685 | 640 | 925 | 240 |
| 6К81Г | 250
1000 |
710 | 390 | 5,5 | 2135 | 1865 | 1695 | 2300 |
| 6К82Г | 320
1250 |
850 | 390 | 5,5 | 2135 | 1865 | 1695 | 2360 |
| 6К82Г (FW350R),
поворотный |
320
1250 |
800 | 420 | 7,5 | 2280 | 1965 | 1690 | 3050 |
| 6T82 | 320
250 |
800 | 370 | 7,5 | 2280 | 1965 | 1690 | 3150 |
| 6T82 (FM350R),
поворотный |
320
1250 |
800 | 370 | 7,5 | 2280 | 1965 | 1690 | 3150 |
| 6T83 (FV450R),
поворотный |
400
1600 |
1010 | 360 | 11,0 | 2570 | 2252 | 1770 | 3900 |
Таблица 7. Продольно-фрезерные станки
| Модель | Размеры стола, мм | Масса заготовки/ на 1 м длины стола, кг | Мощность привода, кВт | Габариты
(Д Ш В), мм |
Масса, кг | ||
| МС6103 | 1000
3150 |
3150 | 15,0 | 10 500 | 6000 | 4600 | 41 500 |
| МС6203 | 1250
4000 |
5000 | 15,0 | 12 500 | 6400 | 5000 | 49 500 |
| МС6303 | 1600
5000 |
6300 | 15,0 | 15 500 | 6600 | 5000 | 65 500 |
| 6М610МФ4 | 1000
3150 |
3150 | 37,0/45,0 | 10 500 | 8100 | 5500 | 43 000 |
4. Отечественные фрезерные станки с ЧПУ и обрабатывающие центры
Станки фрезерные высокоскоростные с ЧПУ и механизмом автоматической смены инструмента ФП-27/37ВС3С созданы на структурной базе вертикально-фрезерных станков и предназначены для высокоскоростной обработки по программе сложных деталей с плоскими и фасонными поверхностями типа панелей, плит, стоек, балок, лонжеронов, рам, корпусов, штамповой оснастки, мастер-моделей и т. п.
, изготавливаемых из высокопрочных сталей, титановых сплавов, а также легких сплавов, применяемых в аэрокосмической, автомобильной и других отраслях промышленности (табл. 8). В конструкции станков применены литые базовые детали повышенной жесткости, комбинированные направляющие, силовая фрезерная головка, высокоточные шариковые винтовые пары в сочетании с высокодинамичными приводами подач, централизованная смазка, система подачи и сбора СОЖ.
Таблица 8. Технические характеристики станков ФП-27/37 ВС3С
| Параметры | ФП-27ВС3С | ФП-37ВС3С |
| Класс точности по ГОСТ 30027—93 | П | П |
| Размеры рабочей поверхности, мм:
длина |
2000 | 3000 |
| ширина | 800 | 800 |
| Расстояние от торца шпинделя до поверхности стола, мм:
наибольшее |
800 | 800 |
| наименьшее | 300 | 300 |
| Наибольшая масса устанавливаемой заготовки, кг | 2000 | 3000 |
| Наибольшее перемещение, мм:
продольное стола Х |
2000 | 3000 |
| поперечное ползуна Y | 880 | 880 |
| вертикальное каретки Z | 500 | 500 |
| Частота вращения электрошпинделя, мин–1:
номинальная |
900 | 900 |
| максимальная | 7000 | 7000 |
| Мощность электрошпинделя, кВт | 45 | 45 |
| Мощность при кратковременном режиме (45 %), кВт | 69 | 68 |
| Номинальный крутящий момент на шпинделе, Н · м | 480 | 480 |
| Крутящий момент при кратковременном режиме (45 %), Н · м | 720 | 720 |
| Конус шпинделя | SK50 | SK50 |
| Скорости рабочих перемещений по координатам, мм/мин:
по координатам Х, Y |
1…10000 | 1…10000 |
| по координате Z | 5…6000 | 5…6000 |
| Ускоренное перемещени, м/мин:
по координатам Х, Y |
12000 | 12000 |
| по координате Z | 8000 | 8000 |
| Количество инструментов в магазине, шт. | 12 | 12 |
| Наибольший диаметр инструмента, мм | 160 | 160 |
| Дискретность задания перемещения, мм | 0,001 | 0,001 |
| Количество управляемых (одновременно) координат | 3 | 3 |
| Точность двустроннего позиционирования, мм:
координата Х (стол) |
0,04 | 0,05 |
| координата Y (ползун) | 0,025 | 0,025 |
| координата Z | 0,025 | 0,025 |
| Повторяемость двустороннего позиционирования, мм:
координата Х |
0,025 | 0,03 |
| координата Y | 0,016 | 0,016 |
| координата Z | 0,016 | 0,016 |
| Точность образца изделия (допуск округлости наружного D = 140 мм), мм | 0,025 | 0,025 |
| Габариты станка (Д Ш В) с учетом открытых дверок приставного оборудования, мм | 6320x5200x3770 | 8320x5280x3770 |
| Масса станка, кг | 20 000 | 24 500 |
Комплектация: стандартно станки оснащен УЧПУ «Sinumerik 840D», приводом подач X, Y, Z, фирмы «Siemens», главный привод — электрошпиндель фирмы «Bosch Rexroth», механизм смены инструмента на 12 позиций, ограждение зоны обработки кабинетного типа, механизм уборки стружки (транспортер).
Опции: станки по особому заказу могут комплектоваться системой автоматического контроля параметров детали и состояния инструмента фирмы «Renishaw», магазином на 24 позиции, поворотным устройством (дополнительная 4-я ось А), поворотным двухосевым столом (4-я, 5-я координаты А и С), комплектом оснастки и инструмента под деталь заказчика, линейными преобразователями ЛИР-9 (в качестве ДОС по конечному звену).
Станки ФП-7ВС3, ФП-17ВС3 созданы на базе вертикально-фрезерного станка ФП-7МН и предназначены для высокоскоростного (контурного и объемного) фрезерования по программе деталей типа балок, лонжеронов, кронштейнов, корпусов, штамповой оснастки, мастер-моделей и др. Используют для силовой обработки сталей, жаропрочных и титановых сплавов, а в верхнем диапазоне оборотов шпинделя успешно фрезеруют алюминий и его сплавы.
Таблица 9. Технические характеристики станков ФП 7/17 ВС3С
| Параметры | ФП-7ВС3С | ФП-17ВС3С |
| Класс точности по ГОСТ 30027—93 | П | П |
| Размеры рабочей поверхности, мм:
длина |
3000 | 1600 |
| ширина | 500 | 500 |
| Расстояние от торца шпинделя до поверхности стола, мм:
наибольшее |
590 | 590 |
| наименьшее | 110 | 110 |
| Наибольшая масса устанавливаемой заготовки, кг | 3000 | 2000 |
| Наибольшее перемещение, мм:
продольное стола Х |
3000 | 1600 |
| поперечное ползуна Y | 660 | 660 |
| вертикальное каретки Z | 480 | 480 |
| Частота вращения электрошпинделя, мин–1:
номинальная |
900 | 900 |
| максимальная | 7000 | 7000 |
| Мощность электрошпинделя, кВт | 45 | 45 |
| Номинальный крутящий момент на шпинделе, Н · м | 480 | 480 |
| Конус шпинделя | SK50 | SK50 |
| Скорости рабочих перемещений по координатам, мм/мин | 1…8000 | 1…8000 |
| Ускоренное перемещение, мм/мин:
по координатам X, Y |
16 000 | 16 000 |
| по координате Z | 8000 | 8000 |
| Количество инструментов в магазине, шт. | 12 | 12 |
| Наибольший диаметр инструмента, мм | 160 | 160 |
| Дискретность задания перемещения, мм | 0,001 | 0,001 |
| Количество управляемых (одновременно) координат | 3 (3) | 3 (3) |
| Точность двустороннего позиционирования, мм:
координата Х (стол) |
0,05 | 0,04 |
| координата Y (ползун) | 0,025 | 0,025 |
| координата Z | 0,025 | 0,025 |
| Повторяемость двустороннего позиционирования, мм:
координата X |
0,03 | 0,025 |
| координата Y | 0,016 | 0,016 |
| координата Z | 0,016 | 0,016 |
| Точность образца изделия (допуск округлости наружного D = 140 мм), мм | 0,025 | 0,025 |
| Габариты станка (Д Ш В) с учетом открытых дверок приставного оборудования, мм | 8300x4800x3600 | 5675x4800x3600 |
| Масса станка, кг | 19 300 | 16 000 |
Комплектация: стандартно станок оснащен УЧПУ «Sinumerik 840D» и приводом подач фирмы «Siemens», главным приводом — электрошпинделем фирмы «Bosch Rexroth», механизмом смены инструмента на 12 позиций, ограждением зоны обработки кабинетного типа, механизмом уборки стружки (транспортеры шнековые), станцией микросмазки и охлаждения инструмента, станцией смазки подшипников шпинделя, фторопластовыми направляющими скольжения.
Опции: станок по особому заказу может комплектоваться системой автоматического контроля параметров детали и состояния инструмента фирмы «Renishaw», магазином на 24 позиции, поворотным устройством (дополнительная 4-я ось А), поворотным двухосевым столом (4-я, 5-я координаты А и С), комплектом оснастки и инструмента под деталь заказчик, линейными преобразователями ЛИР-9 (в качестве ДОС по конечному звену).
Станки вертикально-фрезерные с ЧПУ и автоматической сменой инструмента МА-655А14/ПН предназначены для обработки по программе деталей сложной криволинейной формы типа дисков, плит, рычагов, корпусных деталей и др. На станках можно производить фрезерование плоскостей, пазов, наружных фасонных контуров и выемок с высокой точностью (табл. 10).
В конструкции станков применены базовые литые детали повышенной жесткости, высокоточные шариковые винтовые пары в сочетании с высокодинамичными сервоприводами подач, централизованная смазка, система подачи СОЖ, местное ограждение зоны обработки.
Рис. 3. Станок ФП-17ВС3
Таблица 10. Технические характеристики станков МА-655 А14/ПН
| Параметры | МА-655А14 | МА-655ПН |
| Класс точности по ГОСТ 30027—93 | П | П |
| Размеры рабочей поверхности, мм:
длина |
1250 | 1250 |
| ширина | 500 | 500 |
| Расстояние от торца шпинделя до поверхности стола, мм:
наибольшее |
790 | 790 |
| наименьшее | 160 | 160 |
| Наибольшая масса устанавливаемой заготовки, кг | 500 | 500 |
| Наибольшее перемещение, мм:
продольное стола Х |
1000 | 1000 |
| поперечное ползуна Y | 500 | 500 |
| вертикальное каретки Z | 630 | 630 |
| Пределы частот вращения шпинделя, мин–1 | 20…2500 | 20…2500 |
| Мощность привода главного движения, кВт | 17 | 20,1 |
| Максимальный крутящий момент на шпинделе (по каталогу), Н · м | 955 | 822 |
| Конус шпинделя | SK50 | SK50 |
| Скорости рабочих перемещений, мм/мин:
по координатам X, Y |
1…10 000 | 1…10 000 |
| по координате Z | 1…7000 | 1…7000 |
| Ускоренное перемещение, м/мин:
по координатам X, Y |
10 000 | 10 000 |
| по координате Z | 7000 | 7000 |
| Количество инструментов в магазине, шт. | 8 | 8 |
| Наибольший диаметр инструмента, мм | 160 | 160 |
| Дискретность задания перемещения, мм | 0,01 | 0,001 |
| Количество управляемых (одновременно) координат | 3 | 3 |
| Точность двустороннего позиционирования, мм: | ||
| координата Х (стол) | 0,025 | 0,025 |
| координата Y (ползун) | 0,016 | 0,016 |
| координата Z | 0,020 | 0,020 |
| Повторяемость двустороннего позиционирования, мм:
координата X |
0,012 | 0,012 |
| координата Y | 0,008 | 0,008 |
| координата Z | 0,010 | 0,010 |
| Габариты станка (Д Ш В) с учетом открытых дверок приставного оборудования, мм | 3950x
3490x 3650 |
3950x
3490x 3650 |
| Масса станка, кг | 10 000 | 10 000 |
Комплектация МА-655А14. Устройство ЧПУ «Sinumerik 840Д»: электродвигатель привода шпинделя — 1РН7137-2N-D330-DDO; электродвигатели приводов подач по координатам X, Y, Z — 1FT61058AB714AAО; оптические линейки — LS 186 фирмы «Heidenhain».
Комплектация МА-655ПН. Устройство ЧПУ NC-110; электродвигатель привода шпинделя — асинхронный электродвигатель — MDFQARS 112-22; электродвигатели приводов подач по координатам X, Y, Z — синхронные электродвигатели — DBY2M215LT1.
Опции: по особому заказу станок может иметь 4-, 5-координатное исполнение (однои двухосевые поворотные столы), механизм смены инструмента с магазином дискового типа на 12, 24 позиции в сочетании с фрезерной головкой оригинальной конструкции, ограждение зоны обработки типа «кабинет», комплект оснастки и инструмента под деталь заказчика.
Станки вертикально-фрезерные с ЧПУ 6М13РС/НЦ2 предназначены для комплексной обработки деталей сложной формы типа рычагов, плит, корпусных деталей и других, требующих для своего формообразования до трех управляемых координат. Материал обрабатываемых деталей — конструкционные стали, чугун, сплавы титана, легкие сплавы (табл. 11).
На станке можно производить фрезерование торцовыми, концевыми фрезами плоскостей, пазов, сложных фасонных контуров и выемок, а также растачивание, сверление, зенкерование, развертывание, нарезание резьбы.
В конструкции станка применены литые базовые детали повышенной жесткости, высокоточные комбинированные направляющие, шариковые винтовые пары в сочетании с высокодинамичными приводами подач, централизованная смазка, частотные управляемые приводы для регулирования скоростей шпинделя и подач.
Таблица 11. Технические характеристики станков 6М13 РС/НЦ2
| Параметры | 6М13РС | 6М13НЦ2 |
| Класс точности по ГОСТ 30027—93 | П | П |
| Размеры рабочей поверхности, мм:
длина |
1600 | 1600 |
| ширина | 400 | 400 |
| Расстояние от торца шпинделя до поверхности стола, мм:
наибольшее |
420 | 430 |
| наименьшее | 110 | 70 |
| Наибольшая масса устанавливаемой заготовки, кг | 800 | 800 |
| Наибольшее перемещение, мм:
продольное стола Х |
1000 | 900 |
| поперечное ползуна Y | 320 | 300 |
| вертикальное каретки Z | 120 | 120 |
| консоли | 320 | 360 |
| Пределы частот вращения шпинделя, мин–1 | 20…2500 | 20…2500 |
| Мощность привода главного движения, кВт | 15 | 15 |
| Конус шпинделя | SK50 | SK50 |
| Ускоренное перемещение, м/мин:
по координатам X, Y |
1…10 000 | 1…5000 |
| по координате Z | 1…7000 | 1…3000 |
| Ускоренное перемещение, мм/мин:
по координатам Х, Y |
10 000 | 5000 |
| по координате Z | 7000 | 3000 |
| Дискретность задания перемещения, мм | 0,001 | 0,001 |
| Количество управляемых (одновременно) координат | 3 | 3 |
| Точность двустороннего позиционирования, мм
по координате X |
0,03 | 0,03 |
| по координате Y, Z | 0,02 | 0,02 |
| Повторяемость двустороннего позиционирования, мм
по координате Х |
0,02 | 0,02 |
| по координате Y, Z | 0,012 | 0,012 |
| Габариты станка (Д Ш В) с учетом открытых дверок приставного оборудования, мм | 3030x3190x3000 | 2950x3200x2830 |
| Масса станка, кг | 5000 | 5000 |
Технология изготовления фрезерного станка по металлу своими руками
Чтобы не покупать мощный станок для серийного производства, можно собрать самодельное оборудование. В интернете есть чертежи конструкций и механизмов для обработки металла, которые изготавливаются своими руками.
В первую очередь нужно подготовить материалы и инструменты. Станину желательно изготавливать из металлических уголков или профилей. Соединяется металл с помощью сварки. Рабочая поверхность изготавливается из цельного листа металла толщиной более 3 мм. В качестве двигателя используется гравер, дрель или бормашина. Их мощности хватить для настольных станков, через которые будут проходить мягкие породы древесины и тонколистовой металл. Для закрепления рабочей части требуется соорудить каркас. Его делают из фанеры, ДСП, МДФ, прочного пластика. Крепежом являются саморезы, болты, гайки. На конструкции требуется закрепить направляющие, по которым будет передвигаться рабочая часть с фрезой.
Фрезерный станок — незаменимый элемент предприятий, которые занимаются металлообработкой. При недостатке средств можно изготовить настольный механизм для фрезеровки дерева, пластика и тонколистового металла.







