Как соединить металлопластиковую трубу с полипропиленовой
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами.
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.

Для благоустройства частных владений применяют изделия небольшого диаметра, чаще всего до 40 мм, реже – до 63 мм. Остальные трубы относятся к магистральным и имеют свои особенности монтажа
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.

Схема, с помощью которой можно расшифровать маркировку. Буквенно-цифровые сочетания сообщают о типе трубы, диаметре, толщине стенки, допустимом давлении – то есть о значениях, принципиально важных для пайки
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше 45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – 60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до 80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – 95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.

Таблица, с помощью которой, зная наружный диаметр трубы, можно определить толщину стенки и внутренний диаметр. При этом имеет значение и тип изделий по номинальному давлению
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.

В условиях коттеджа или квартиры применяют муфтовую сварку, идеально подходящую для соединения отрезков труб/фитингов диаметром от 16 мм до 63 мм
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.

Схема поэтапной пайки PPR труб: 1 этап – соединение деталей и паяльника (сварочного аппарата); 2 – нагревание до необходимой температуры; 3 – герметичный узел
При нагревании образуется зона оплавления полимера. Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности.
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения.
Полипропилен является термопластичным полимером – при нагревании его структура начинает размягчаться, и при соединении двух равномерно нагретых до определенной температуры фрагментов происходит взаимная диффузия, точнее даже – полифузия, то есть взаимопроникновение материала. При остывании свойства полипропилена не изменяются, и при качественном соединении – обеспечении оптимального нагрева и требуемой степени сжатия, после обратной полимеризации границы как таковой быть не должно – получается полностью монолитный узел.
Именно на этом свойстве и базируются основные технологические приемы соединения полипропиленовых труб – этот метод часто называют полифузной сваркой.
Подобная сварка (пайка) может проводиться муфтовым или стыковым способом.
- Муфтовая сварка – это как раз та технология, которая чаще всего применяется при монтаже водопровода или контуров отопления в условиях дома или квартиры. Она рассчитана на трубы малого и среднего диаметра, до 63 мм.
Смысл ее в том, что любой соединительный узел предполагает использование двух деталей – это сама труба и муфта, внутренний диаметр которой несколько меньше, нежели наружный диаметр трубы. То есть в нормальном, «холодном» виде детали сопряжению не поддаются. Муфтой может выступать не только, простите за тавтологию, сама соединительная муфта, но и монтажный участок тройника, отвода, крана, резьбового фитинга и других комплектующих деталей.
Принцип проведения подобной сварки показан на схемах ниже.
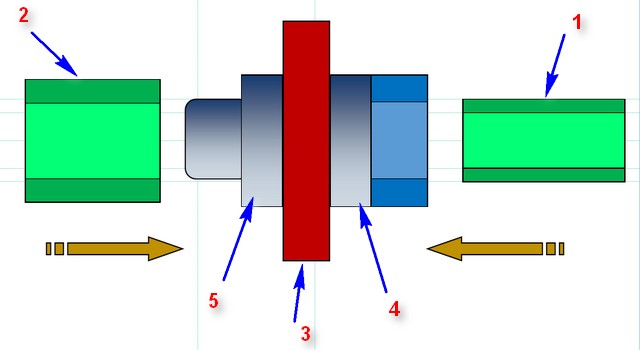
Принцип муфтовой сварки ПП-труб, схема №1
Труба (поз. 1) и муфта или любой другой соединительный элемент (поз. 2) одновременно насаживаются на нагревательные элементы сварочного аппарата.
На сам рабочий нагреватель заранее соосно установлена пара нужного диаметра, состоящая из металлической муфты (поз. 4), в которую будет вставляться труба, и дорна (поз. 5), на который одевается необходимый соединительный элемент.
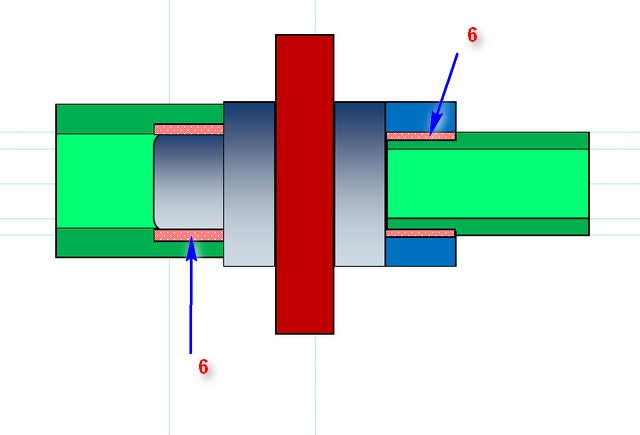
Принцип муфтовой сварки ПП-труб, схема №2
В период прогрева по внешней поверхности трубы и внутренней – муфты, образуется пояс расплавленного полипропилена, примерно одинаковой ширины и глубины (поз. 6). Важно правильно выбрать время прогрева, чтобы процесс расплава не захватил всю стенку трубы насквозь.
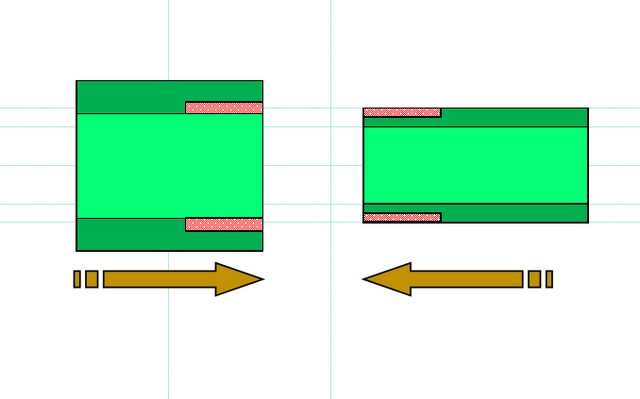
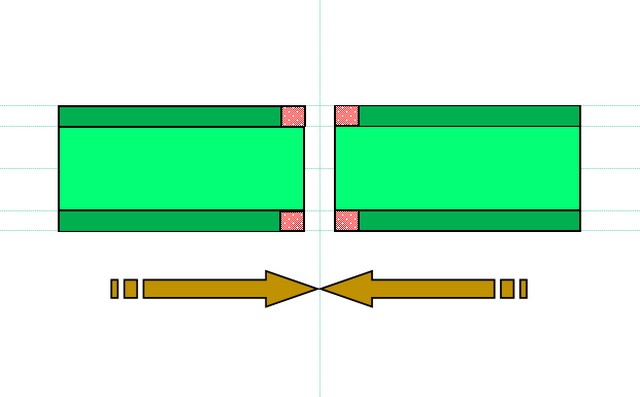
Принцип муфтовой сварки ПП-труб, схема №3
Обе детали одновременно снимаются с нагревателя, и соосно, с усилием, соединяются между собой. Расплавленный пластичный наружный слой полипропилена позволит трубе плотно зайти в муфту до упора, на длину прогретого участка.
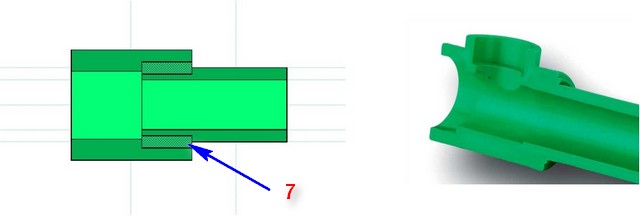
Принцип муфтовой сварки ПП-труб, схема №4
На этом этапе происходит процесс полифузии, остывания и полимеризации. В итоге получается надежное соединение, которое хотя на схеме и показано заштрихованным участком (поз. 7), но на деле, если взглянуть на разрез, то его вообще не видно – практически монолитная стенка.
- Стыковая сварка производится несколько иначе.
Одно из главных отличий – стыкуются детали обязательно одинаковые по внутреннему и внешнему диаметру.
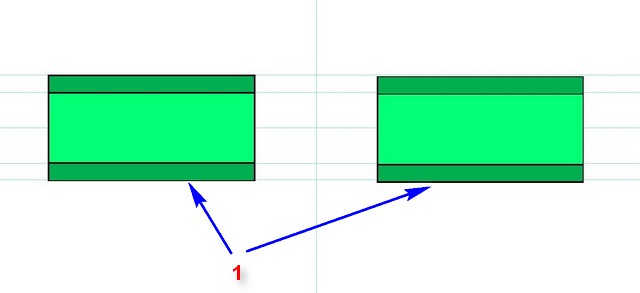
Принцип стыковой сварки ПП-труб, схема №1
Первый шаг – это точная подгонка торцов, чтобы обеспечивалось идеальное их прилегание друг к другу.
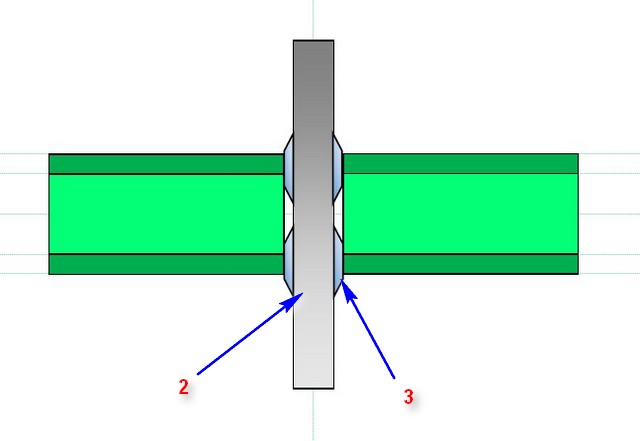
Принцип стыковой сварки ПП-труб, схема №2
Трубы поджимаются с двух сторон с торцевателю – вращающемуся диску (поз. 2) с точно выставленными ножами (поз. 3)
Принцип стыковой сварки ПП-труб, схема №3
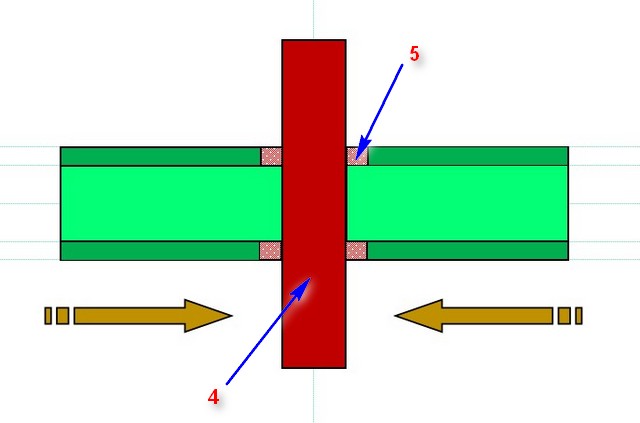
Далее, торцеватель снимается, а на его место устанавливается двухсторонний плоский нагревательный элемент (поз. 4), который должен стоять строго перпендикулярно оси труб.

Трубы вновь поджимаются к центру, и на торцах, на всю толщину стенки, образуются области расплавления полипропилена (поз. 5).
Принцип стыковой сварки ПП-труб, схема №4
Далее, следует фаза сжатия труб, для обеспечения полифузии материала.
И, по аналогии с предыдущим случаем, по мере остывания сварной шов полимеризуется, создавая надежное соединение двух труб.
Принцип кажется несложным, но это только на первый взгляд. При такой технологии сварки определяющее значение имеет точнейшая центровка сопрягаемых деталей. Кроме того, при муфтовой сварке необходимая степень сжатия сопрягаемых расплавленных участков обеспечивается в большей мере разницей в диаметрах деталей.

Одна из моделей установок для стыковой сварки полимерных труб
Существует немало аппаратов для стыковой сварки, но практически все они имеют мощную станину с направляющими и хомутами для зажатия труб под различные диаметры – для обеспечения соосности соединения, съемные или откидывающиеся торцеватель и нагреватель, механизм создания требуемого сжатия – ручной, гидравлический, с электроприводом и т.п.
Такая технология используется, как правило, только профессионалами при прокладке магистральных труб, и вероятность столкнуться с ней на бытовом уровне – практически нулевая.

«Холодное» сваривание полимерных труб с помощью агрессивного клея – слишком много недостатков
Существует еще и «холодный» способ сварки – с использованием клея на основе сильнодействующего органического растворителя. Смысл заключается в том, что при обработке таким составом поверхностные слои полимера размягчаются. Детали можно в это время соединить в нужном положении, а так как растворители обычно обладают высокой летучестью, быстро испаряются. то процесс обратной полимеризации начинается достаточно быстро.
Такая технология в большей степени подойдет для поливинилхлоридных (ПВХ) труб, не обладающих должной термопластичностью. Кроме того, подобны способ соединения имеет, пожалуй, больше недостатков и ограничений в использовании, нежели достоинств, поэтому особой востребованностью не пользуется, тем более что есть простая и доступная всем технология муфтовой полифузной сварки.
- Прежде всего, начинающий мастер должен чётко представлять, что он собирается смонтировать. Должна быть подготовлена подробная схема-чертеж, с проставленными размерами и указанием конкретных деталей – этот же «документ» станет основой для приобретения необходимого количества труб и комплектующих.
- Если позволяют условия, например, в помещении, где будет осуществляться монтаж, еще нет отделки, то схему лучше всего перенести непосредственно на стены – так будет и нагляднее, и можно промерять необходимые длины труб буквально по месту.

Схема перенесена на стены, а по линиям расположения труб стразу установлены клипсы.
- Процесс пайки, как говорилось, лучше всего проводить на удобной просторной рабочей площадке, по максимуму собирая готовые узлы водопровода (контура отопления), и лишь потом устанавливая и соединяя их по месту.

Готовый узел водопровода, собранный на столе …
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
Способы соединения полипропиленовых труб
Полипропиленовые трубопроводы пригодны для горячего и холодного водообеспечения, отопления. Изделия, с армированным слоем из фольги, стекловолокна или алюминия выдерживают температуру до 95 0 С, давление 20-25 атм. Применяются для внутреннего водопровода и отопления, в системе подачи ее от магистрали.
Изделия обладают достоинствами:
- долгий срок эксплуатации;
- выдерживают высокие физические нагрузки;
- не разрушаются от влаги, агрессивных жидкостей;
- легкие, что облегчает их монтаж;
- низкая теплопроводность не снижает температуру теплоносителя;
- не ухудшают вкус и химический состав жидкости;
- имеют невысокую стоимость.
Эти характеристики полипропиленового трубопровода делают его популярном в современном строительстве и при ремонте водопровода в жилом фонде.
Кроме аппарата для пайки понадобятся следующие инструменты:
- ножницы для нарезки;
- швейер для торцевания армированных изделий;
- рулетка или линейка;
- маркер;
- органический спирт дл обезжиривания;
- ветошь;
- перчатки.
Обеспечив себя необходимым инструментом, можно приступать к работе.
Для соединения труб с помощью пайки нагревают соединяемые участки и вставляют их друг в друга. После охлаждения получаем единую конструкцию. Чтобы знать, как правильно паять полипропиленовые трубы, следует ознакомиться с инструкцией. Порядок действий следующий:
- Отрезаем нужный размер трубы.
- Отмечаем глубину входа ее в муфту.
- Включаем паяльник для полипропиленовых труб и нагреваем насадки.
- Надеваем детали на насадки. Выдерживаем время нагрева (определяем его по таблице 1).
- Снимаем детали с нагревателя, соединяем их, прижимаем, держим 4-6 секунд.
- Проверяем качество соединения.
Время и температура нагрева полипропилена зависят от размеров свариваемых труб, это уточняют по данным таблицы 1.

Таблица 1
| Диаметр трубы, мм | Длина свариваемой поверхности, мм | Период нагревания, сек | Период сваривания, сек | Период охлаждения, мин |
| 16,0 | 13,0 | 5 | 4 | 3 |
| 20,0 | 14,0 | 5 | 4 | 3 |
| 25,0 | 16,0 | 7 | 4 | 3 |
| 32,0 | 20,0 | 8 | 4 | 4 |
| 40,0 | 21,0 | 12 | 6 | 4 |
| 50,0 | 22,5 | 18 | 6 | 5 |
| 63,0 | 24,0 | 24 | 6 | 6 |
Как видим из таблицы, все основные параметры спайки зависят от диаметра. Время нагрева или охлаждения должно соблюдаться, отклонение в любую стороны приведет к некачественному соединению.
Перед началом пайки нужно подготовить паяльник. На него надевают насадки нужного диаметра. Устройство включают в сеть, нагревают до 260 0 С. Об этом сигнализирует звуковой сигнал или мигание зеленой лампочки. Далее действуем по инструкции, соблюдая требуемую температуру и время нагревания.
При расположении трубопровода в неудобных местах отдельные элементы нагревают по очереди. Первый должен иметь более высокую температуру, за время нагрева второго он немного остынет. После этого обе части быстро соединяют и выдерживают 4-6 секунд. При поворотах для обеспечения прямого угла стыка применяют угловые муфты.
Применяемый для работы сварочный аппарат для полипропиленовых труб предлагается на рынке двух видов:
- с нагревателем круглого сечения;
- плоским греющим элементом.
Последний в простонародье прозвали «утюг» из-за некоторого внешнего сходства с этим бытовым прибором. Разные сварочные аппараты не имеют принципиальных отличий, только конструктивные. Насадки для труб из тефлона в первом случае надеваются и крепятся к нагревателю наподобие хомутов, а во втором – прикручиваются к нему с двух сторон. В остальном особой разницы нет, а функция прибора одна — пайка полипропилена.
Паяльные аппараты, как правило, продаются в комплекте с насадками. Самый дешевый и минимальный комплект китайского производства – это паяльник мощностью до 800 Вт, подставка для него и насадки для 3 типоразмеров самых распространенных труб – 20, 25 и 32 мм. Если в вашей схеме отопления присутствуют только такие диаметры и вы не планируете паять полипропиленовые трубы где-нибудь еще, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.
Если же в соответствии с расчетом и схемой понадобится состыковывать трубы размеров 40, 50 и 63 мм, то придется потратиться и приобрести другой набор для пайки, в котором есть соответствующие детали. Ну и самые дорогие комплекты производятся в европейских странах, отличаются надежностью в работе и долговечностью. Подобные наборы включают в себя такие инструменты:
- паяльник с подставкой;
- тефлоновые насадки для паяльника всех вышеперечисленных диаметров;
- ножницы для отрезки труб под четким углом 90º;
- шестигранный ключ;
- крестообразная отвертка;
- рулетка;
- перчатки.
Рабочая часть паяльника (нагреватель) любой конструкции рассчитана таким образом, чтобы на ней можно было установить 2—3 насадки для труб малого диаметра. Это позволяет экономить много времени, работая с магистралями размером от 20 до 40 мм.
Немного о мощности аппарата для пайки. Высокая мощность необходима для быстрого и равномерного прогрева деталей больших диаметров, каковыми считаются размеры 63 мм и более. Для домашних целей достаточно иметь утюг мощностью 0.7—1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, соответственно, стоят дороже обычных.
Поскольку соединение металлопластиковых труб может осуществляться прессовыми и разборными фитингами, то для стыковки с полипропиленом удобнее взять разъемный фитинг с наружной резьбой. В свою очередь, к торцу трубы из полипропилена припаивается фитинг с наружной резьбой, после чего соединение скручивается традиционным способом, с подмоткой льна или фум-ленты.
Разъемный фитинг для соединения труб
Когда надо врезаться в металлопластиковые трубы, то тут удобнее всего поставить тройник с резьбовым отводом, куда впоследствии можно прикрутить фитинг, а потом припаять к нему полипропиленовую трубу. Правда, с установкой тройника придется повозиться: надо отключить воду или опорожнить систему отопления, а потом перерезать металлопластик и произвести монтаж.
Как соединить металлопластиковую трубу с полипропиленовой
- Поливинилхлоридные (ПВХ). Рекомендуются для холодного водоснабжения. Легкие, прочные. Используются для прокладки в открытом виде.
- Полипропиленовые (ПП). Выдерживают высокие температуры, давление, предназначены для транспорта горячих жидкостей и в отопительных системах. Соединения отдельных элементов осуществляют пайкой пропиленовых труб.
- Полиэтиленовые(ПЭ) . Гибкие, эластичные, при нагревании становятся мягкими. Бывают высокого (ПВД) и низкого давления (ПНД). Используются для холодной воды.
- Из сшитого полиэтилена (РЕХ). Легко изгибаются, выдерживают механические нагрузки, высокие и низкие температуры. Предназначены для горячего и холодного водоснабжения.
- Металлопластиковые. Многослойные. Используются для питьевого водопровода и отопления.
Пайка пластика обеспечивается термопластичностью материала. При нагреве он становится мягким, как пластилин, отдельные фрагменты легко соединяются при взаимном прижатии. Остывание приводит к образованию прочного стыка, который не пропускает жидкость.
В процессе пайки имеет место полифузия – взаимное проникновение молекул. Так как шов образуется из материала изделий, его химическая формула равна формуле материала и сохраняет его физические свойства. В стыке нет границы между элементами, чем объясняется его прочность.
Перед тем как приступить к работе, нужно поставить на паяльник насадки, соответствующие размерам труб, а затем включить его и настроить. Тут надо знать, при какой температуре паять полипропиленовые трубы. Большинство производителей указывают рабочую температуру 260—270 ºС, выше поднимать не стоит, а то не избежать перегрева. Недогрев тоже чреват некачественным и негерметичным соединением, где потом быстро образуется течь.
Надо понимать, что время нагрева, диаметр изделий и температура сварки связаны между собой. В таблице мы укажем промежутки времени сваривания при стандартной температуре 260 ºС.
Способы соединения полимерных труб
Существует несколько методов осуществления такой операции, как пайка пластиковых труб. Остановимся на каждом подробнее.
Стыковая пайка
Это соединение изделия одинакового внутреннего и наружного диаметра. Последовательность следующая:
- Подгонка торцов для плотного их прилегания, для этого применяют торцеватель зачистки кромок.
- К торцу прижимают плоский нагреватель. Выдерживают определенное время для расплавления.
- Снимают нагреватель и прижимают торцы друг к другу, выдерживают до остывания. Происходит процесс полимеризации и образования шва.
Чтобы получить качественное соединение, для стыковой сварки используют специальные аппараты станочного типа. Такие приспособления выбирают для работы профессионалы. На бытовом уровне для полипропиленовых соединений этот метод практически не применяется.
Муфтовая пайка
Муфтовая пайка полипропиленовых труб наиболее часто применяется для прокладки их в квартире или жилом доме. Здесь используются две детали – муфта и труба. Внутренний диаметр муфты должен соответствовать наружному диаметру трубы. Муфтой может быть отрезок трубы, тройник, отвод, кран или другой фитинг.
Пайка осуществляется с помощью приспособления, на одной стороне которого расположена муфта, на другой – дорн. В муфту аппарата вставляется труба, на дорн одевается муфта, с помощью которой выполняется соединение. Производится одновременный нагрев торцов. Важно не превысить время нагревания, чтобы не расплавилась вся стенка.
После нагрева обе заготовки одновременно снимают с нагревателя, трубу вставляют в муфту на отмеченную глубину. Дальнейшее охлаждение приводит к процессу полимеризации соприкасающихся поверхностей и их спайке.
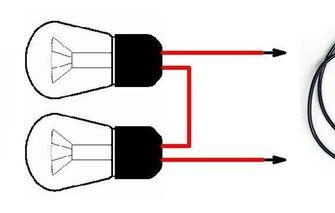
Пайка труб из полипропилена с применением электрофитинга выполняется с помощью муфтового аппарата, оснащенного электрическим кабелем. Муфта-фитинг надевается на трубу и подключается к нагревателю. Она нагревается до температуры 260 0 С, расплавляется и происходит их спайка. Далее аппарат выключают и отсоединяют от фитинга. После остывания соединения, образуется прочный контакт.
Один их способов соединения полипропиленовых трубопроводов, это, так называемая, холодная сварка. Выполняется с помощью органического клея-растворителя. Его нанесение на поверхность пластика вызывает размягчение пластика. Обработанные участки необходимо сразу же соединить, так как клей быстро испаряется. Этот метод используют для соединения деталей из ПВХ, которые малопластичны при нагревании.
В жизни случаются ситуации, когда применение традиционной пайки полипропиленовых деталей исключено. Например, стык расположен в труднодоступном углублении или при монтаже внезапно отключили свет, а вам осталось сварить последнее соединение. Практикуется 3 одноразовых способа:
- разогрев газовой горелкой и последующая стыковка;
- использование компрессионной муфты типа Gebo;
- посадка элементов на анаэробный клей.
Почему указанные варианты считаются одноразовыми. Склейка и нагрев горелкой не могут обеспечить требуемой надежности стыка и применяются лишь в крайнем случае на магистралях холодного водоснабжения. Соединять подобным образом трубы отопления и ГВС крайне нежелательно. Муфты Gebo надежны, но слишком дороги.
Технология соединения без паяльника проста – детали обезжириваются, аккуратно греются пламенем горелки, стыкуются и фиксируются на 6—10 секунд. Методика демонстрируется ниже на видео.
Склеивание производится согласно инструкции на упаковке анаэробного герметика. Конец трубы и гнездо фитинга следует зачистить, обезжирить и наложить клей небольшой кистью. Затем элементы скрепляются методом сжатия.
4. Сделайте разметку
Как видите, глубина пайки зависит от диаметра труб и фитингов.
Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.
Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).

Обратите внимание. Если сразу «спаять» стык и отпустить, то фитинг отойдет от трубы на несколько миллиметров
Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.