Изготовление дискового отрезного станка подготовка инструментов и материалов

Станина для станка
Для любого изобретения потребуются те или иные детали, будь то покупные элементы или самодельные детали. Для создания отрезного детища потребуется следующее:
- Металлический уголок с размерами № 24.
- Металлический швеллер № 10.
- Подвижный вал.
- Трубки для изготовления рукояти.
- Сварной аппарат.
- Подшипники для маятникового механизма.
- Привод электрический.
- Короб для расположения электроники.
- Тумблер включения и выключения.
- Цепь осуществляющая запуск.
- Обмотка.
- Электрическая дрель.
- Крепёжные элементы (болты, винты).

Мотор для самодельного отрезного станка
- Первым делом, болгаркой нарезаются заготовки на раму размерами 400х600х1200 мм.
- С помощью сварки осуществляется сборка рамы из подготовленных деталей.
- Поверх всей рамы вваривается швеллер. Он придаст дополнительную прочность станку и будет служить направляющей.
- На швеллер прикручиваются несколько вертикальных опор.
- Далее производится монтаж следующей рамы, на которой будет располагаться двигатель и вал. Размеры рамы должны составлять 400х600 мм.
- На раме крепится плита, предназначенная для двигателя. Лучшим электродвигателем для этих целей является асинхронный движок. Мощность его должна составлять от 1.5 до 3 кВт. После установки движка, необходимо произвести его подключение к трёхфазной сети.
- Вал, фланцы, опоры со шкивом выполняются на токарном станке.
- Далее производится установка подшипников и шкива.
- Установка короба, в котором располагается схема, осуществляется в нижней части рамы.
- Между вертикальных опор вставляется вал с втулкой. Диаметр вала 12 мм. Зазор между втулкой и валом должен быть сведён к минимуму.
- С двух сторон на втулке привариваются ограничители из кусочков швеллера.
- На длинную опорную балку и на куски швеллера устанавливается электромотор и механизм порезки.
- Заключительным шагом является установка ремня, который связывает вал и мотор.
Исходя из вышеизложенных шагов сборки, можно сделать вывод, что собрать такой агрегат своими руками будет намного дешевле. Более того, в процессе сборки, вы сами регулируете весь механизм, как говорится под себя.
Подключение кнопки, которая предназначена для аварийных ситуаций, осуществляется напрямую, а двигатель через короб со схемой и автомат.
Совет: Если вы хотя бы один раз собрали такое сооружение своими руками, вы с лёгкостью сможете заняться ремонтом подобных агрегатов. Всё потому, что весь механизм такого станка вы будете знать наизусть.

Отрезной станок по металлу с болгаркой
Дисковые станки по резке металла подразделяются на 4 основные категории. Универсальным инструментом, применяемым ко всем видам металлов, является дисковый станок первой категории. Дисковый элемент отрезного оборудования позволяет обрабатывать металлические изделия большими количествами. Последующие классы отличаются по мощности и производительности, отрезной станок четвертой категории применяется при бытовых целях, не оснащен полным функционалом, как профессиональное оборудование.
Существует масса разновидностей производственных, бытовых станков. Основным отличием является количество режущих кромок, предлагаются к использованию два основных вида:
- Конструкция с одним дисковым элементом, обладает низкой мощностью и КПД. Одноголовочные станки имеют ограниченный функционал, низкую скорость резки. Применяются при выполнении резки одного элемента, позволяют нарезать рамные профили или трубы, подготовить оснастку.
- Отрезной станок с конструкцией двух режущих элементов позволяет обрабатывать металл сразу по нескольким направлениям. Двух головочное оборудование имеет жестко закрепленную головку, второй вращающийся режущий элемент перемещается. Производительность инструмента возрастает вдвое, поэтому такой инструмент применим в крупных производствах, условиях автоматизированного процесса. При работе с рамным профилем достаточно одного прогона, что заметно экономит время.
Двухголовочный отрезной станок
Применяется несколько видов отрезных станков, также они разделяются по способу подачи инструмента. Необходимо грамотно подобрать оборудование при соответствии с требованиями к нему. Только при этом случае, возможно окупить затраты на резку металлов при последующей работе.
В продаже имеется большое количество станков, перед приобретением, важно понять, как работает система подачи режущего элемента. Режущий элемент может подаваться следующими способами:
- фронтальная подача режущего диска;
- устройство с реализацией нижней подачи режущего элемента;
- конструкция, основанием которой происходит работа маятниковым способом.
Металлическое основание отрезного станка может быть напольным или настольным при использовании. В первом случае, устанавливается диск большего диаметра, что позволяет резать больший объем деталей. Настольное оборудование более мобильно, имеет сниженный вес.
Кроме подачи инструмента разработаны различные формы, конструкция отрезных пил. Наиболее распространенными являются абразивно — отрезные, правило — режущие и отрезные пилы. Подбор конструкции происходит в зависимости от конкретного типа задач и металлов.
Отрезные дисковые станки по металлу используются при раскрое профилей различного типа, цветных металлов. Металлическая конструкция не обладает характеристиками повышенной производительности, используется на мелкосерийных производствах, при свободных задачах. Применяется с квадратным, швеллерным металлопрокатом, в зависимости от плотности металла подбирается оптимальное количество оборотов.
Абразивно – отрезной станок
Абразивно – отрезной станок способен обрабатывать металлы любого профиля и толщины. Используется для нарезки единичными заготовками под разным углом, до 45 градусов. Применяется в подготовительных цехах при разрезе длинномерных изделий металлопроката. Модели с пыле отсосом позволяют комфортно производить резку в условиях ограниченного пространства. Также более дорогими модификациями предусмотрена подача жидкости для охлаждения дискового элемента, конструкции автоматического снятия фаски.
Нарезку металлов, поставляемых бухтами, производят правило — отрезным типом станков. В упакованном виде или катушке поставляется несколько типов сталей:
- прутки различного сечения;
- проволока;
- полосы трубы;
- арматурная сталь.
Реализация устройства выполнена таким образом, что механизм захватывает начало материала, прогоняет через правило. Выровненная деталь автоматически отрезается, передается к лотку с готовыми изделиями. Отрезные станки правильного типа, вне зависимости от предназначения и габаритов, комплектуются различными размотчиками:
- приводными;
- механизированными;
- стационарными
- роликовым воздействием.
Правило-отрезной станок
Основное применение отрезные станки получили в серийном производстве, где требуется высокая точность резки, небольшая шероховатость среза. Разнообразие модификаций позволяет подобрать дисковый отрезной станок при соответствии с потребностями и объемами производства.
Металлические детали изготавливается из твердых стальных сплавов, для более равномерной и устойчивой работы. Платформа состоит из жесткого основания, состоящего из металла. Отрезной станок бывает стационарным и съемным, некоторые виды комплектуются тисками для надежного крепления заготовки при резке.
Диск изготавливается из твердосплавной стали или быстрорежущих элементов. В зависимости от типа конструкции применяется круг с абразивной поверхностью, позволяющий обработать фаски, края от заусенцев. На стационарных дисковых устройствах для работы по металлу применяется зубчатая передача, она обеспечивает надежное соединение и долговечную производительность.
Схема дискового отрезного станка
Ременный тип передачи механической энергии устанавливается на переносные устройства, в которых важен вес. Имеющие малую мощность конструкции четвертой категории соединяются напрямую с дисковым механизмом.
При наличии определенного слесарного опыта и места для проведения работ, любую дисковую пилу по металлу возможно изготовить самостоятельно. Дисковый отрезной станок по металлу подразумевает опасные действия режущим элементом на высоких оборотах. Важно соблюдать все конструктивные особенности дискового устройства, произвести точные расчеты перед сборкой.
Изготавливается самодельный отрезной станок для работ с металлом следующим порядком:
- Безопасность превыше всего, поэтому подготавливаются защитные кожухи к режущим элементам.
- Чтобы привести режущий диск в действие, необходимо соединить электродвигатель. Привод выбирается в зависимости от типа станка, может быть ременная или зубчатая передача.
- Шкив привода устанавливается на заранее подготовленный приводной вал. Покупной или самостоятельно изготовленный отрезной диск монтируется к маятнику. При данном раскладе верхняя часть установки выступает ролью маятника, на котором размещены двигатель и диск.
- На раме будущего станка подготавливается место для искроуловителя и заготовок.
- После установки маятника к раме, производится монтаж проводов электродвигателя.
- В конце работы производится пробный запуск и отладка узлов.
Электрический двигатель – одно из важнейших составляющих металлической дисковой конструкции. Необходимо установить схему отрезного станка кнопки пуска, а также аварийной остановки. Размещение двигателя производится таким образом, чтобы правильно подключить электрическую цепь через автомат. Фиксация двигателя происходит на раме, наилучшим материалом для соединения являются болты с гайками. Короб включателя располагается в непосредственной близости к электрической части мотора.
Принципы изготовления станка своими руками состоят из нескольких правил, которые учитываются перед проведением любых действий. Отрезной станок изготавливается из подручных средств и материалов, поэтому важно соблюдать последовательно для получения качественного инструмента:
- От правильного выбора передачи зависит давление режущего элемента на металл, крутящий момент двигателя. Перетянутая цепь или ремень может оборваться, застопорить резку по металлу.
- Тиски используется во избежание воздействия вибраций, предполагают комфортную работу, безопасные условия труда.
- Угол резки подбирается только в необходимых случаях, диапазон составляет от 45 до 90°. В стандартных ситуациях мастерами предпочитается резка металлов под прямым углом.
- Диаметр диска отрезного станка побирается в зависимости от типа металла, который необходимо обработать. Увеличенный диаметр легко справится с толстостенными деталями. Следует рассчитывать защиту, работа без кожуха небезопасна, может нанести травмы при деформации диска.
Роликовые ножницы и особенности резки листового металла
Дисковые отрезные станки представляют собой инструменты, в основе конструкции которых имеется специальная платформа или рама, изготовленная из металла. Сам станок укомплектован деталями, обеспечивающими надежную фиксацию материала в определенном положении под необходимым углом в процессе его раскроя.
В качестве режущего элемента в таких конструкциях используется диск, изготовленный из быстрорежущей стали. Ее еще называют твердосплавной. Также может использоваться для нарезки металла круг с покрытием в виде абразивного материала. Режущий элемент приводится в движение благодаря электрическому двигателю с ременной или зубчатой передачей.
Схема устройства отрезного станка по металлу маятникового типа
Обратите внимание! В маломощных вариантах инструмента допускается использование режущего элемента, установленного напрямую на вал электрического мотора. В других случаях такое применение диска может быть опасным.
У дисковых станков встречается три различных подачи режущего компонента:
- нижняя;
- маятниковая;
- фронтальная.
По количеству режущих элементов станки бывают:
- одноголовочными – в комплектацию устройства включен только один режущий диск, поэтому при необходимости замены операции производится переналадка режущей кромки в соответствии с новой задачей;
- двухголовочными – конструкция дает возможность работать сразу с двумя инструментами, благодаря чему увеличивается КПД. В таких станках одна головка находится в фиксированном положении и сохраняет стабильность, вторая головка может передвигаться. Двухголовочные конструкции могут осуществлять работу автоматически.
Пример отрезного станка по металлу, изготовленного своими руками
При изготовлении станка, предназначенного для работы с металлом, действия выполняются в следующем порядке:
- Подготавливаются защитные кожухи, которые будут устанавливаться на приводной ремень, а также отрезной диск.
- Устанавливается мотор. В качестве соединительной детали между валом режущего элемента и двигателем выступает приводной ремень.
- Изготавливается вал, на который будет закрепляться шкив привода, а также устанавливаться отрезной диск. Узел подлежит сборке и последующему монтажу на маятник. В этом случае в роли маятника выступает подвижная верхняя часть конструкции, где размещается режущий элемент и мотор.
- Изготавливается вал для крепления маятника.
- Выполняется рама для установки станка. На ней будет закрепляться искроуловитель и заготовка.
- Маятник устанавливается на раму.
- Выполняется монтаж электрической проводки.
- Осуществляется пробный пуск инструмента и наладка оборудования.
В качестве режущего элемента в самодельных отрезных станках используется диск, изготовленный из быстрорежущей стали, или круг с покрытием в виде абразивного материала
Расчет диаметра шкивов осуществляется с учетом вращательной скорости диска и других параметров. Если предположить, что мощность двигателя будет составлять не менее 300 Вт, вращательная скорость диска будет равняться минимум 3000 об./мин., а его размер в диаметре – 40 см.
Обычно диски маркируются производителем, который наносит на изделие максимально допустимое значение вращательной скорости. В этом случае показатель составляет 4400 об./мин. Поэтому допускается выбор любой скорости в пределах 3000-4400 об./мин. Данные для расчетов:
- вращательная скорость мотора – 1500 об./мин.;
- диаметр шкива, предназначенного для установки на вал, – 6,5 см;
- вращательная скорость диска – 3000 об./мин.
Чертеж отрезного станка рамного типа (габариты рамы зависят от размеров используемого инструмента)
Расчет выполняется в следующей последовательности:
- Устанавливаем длину вала по периметру. Для этого число π, которое равняется 3,14 умножаем на размер диаметра: 3,14 х 6,5 = 20,41 см (длина вала по периметру).
- Полученное значение умножается на необходимое количество оборотов: 20,41 х 3000 об./мин. = 61230 см/мин.
- Результат необходимо разделить на количество оборотов двигателя: 61230 см/мин/1500об./мин. = 40,82 см (длина шкива для двигателя по периметру).
- Полученное значение делится на число π: 40,82 см/3,14 = 13 см (необходимый размер шкива).
Для выполнения этих расчетов потребуются следующие данные:
- параметры ведущего шкива (радиус);
- расстояние, разделяющее центральные точки шкивов;
- параметры ведомого шкива (радиус).
Имея 2 шкива с размерными параметрами 13 см и 6,5 см, можно произвести необходимые расчеты. Поскольку расстояние между центрами этих элементов поддается изменению (так как требуется приводить ремень в состояние натяжения), в качестве примера будет взят отрезок длиной 50 см.
Чем больше диаметр режущего элемента, тем проще будет справиться с нарезкой толстого металла
3,14 (число π) х 3,25 см = 10,20 см
3,14 (число π) х 6,5 см = 20,41 см
20,41 см 10,20 см 50см х 2 = 13,06 см
Чертеж отрезного станка маятникового типа: слева — размеры основания, справа — особенности конструкции маятника
Чтобы самостоятельно изготовить конструкцию станка для работы с металлом, следует подготовить необходимый инструментарий.
Обязательный набор инструментов и материалов включает:
- аппарат сварочный;
- металлический уголок (стальной);
- швеллер и цепь;
- кнопку для включения/выключения;
- подшипники;
- вал и электрический мотор;
- электродрель;
- листовая сталь для создания рабочей поверхности;
- короб для размещения электрических компонентов станка.
Схема изготовления самодельного станка подчиняется определенным принципам, их нужно учесть перед тем, как браться за дело:
- очень важно правильно выбрать передачу и осуществить ее установку. От этого компонента зависит сохранность крутящего момента и его правильная передача от двигателя на режущий элемент (диск);
- обязательно следует предусмотреть наличие тисков. Этот инструмент способствует более комфортной работе, а также повышает степень ее безопасности;
Наличие тисков повышает уровень комфорта и безопасности при работе с самодельным станком
- выбор оптимального угла резки. Допустимый диапазон находится в пределах 45-90°. В большинстве случаев специалисты отдают предпочтение резке под прямым углом;
- диаметр отрезного диска подбирается с учетом того, с какими материалами в будущем будет работать мастер на этом станке. Чем больше диаметр режущего элемента, тем проще будет справиться с нарезкой толстого металла;
- при проектировании и составлении чертежей обязательно учитываются такие показатели, как габариты будущего станка и его вес. На эти значения оказывают непосредственное влияние материалы, из которых будет изготавливаться оборудование. Значение имеет и компоновка деталей.
После того как все инструменты подготовлены и подобраны чертежи, можно перейти непосредственно к процессу создания станка. Используя стальной уголок, необходимо изготовить каркасную часть конструкции. В соответствии с чертежами, которые можно составить самостоятельно или найти в сети, вырезаются элементы каркаса. Все они соединяются между собой методом сварки. Предварительно нужно проверить соответствие размеров.
Процесс создания рамы для отрезного станка по металлу
К верхней части рамы приваривается швеллер – он станет направляющим элементом и будет служить основой для дальнейшей установки режущего компонента на станок. Этот швеллер станет своеобразным связующим звеном между электрическим мотором и режущим элементом. После этого на нем с помощью болтов закрепляются вертикально расположенные стойки.
Потребуется сварить конструкцию еще одной рамы. Размерные параметры подбираются в индивидуальном порядке с учетом габаритов электрического мотора и его особенностей. При выборе электрического мотора для станка лучше обращать внимание на модификации асинхронного типа. Данный вид оборудования характеризуется повышенной надежностью и долговечностью. Существует одна тонкость при выборе мотора. Чем мощнее двигатель, тем ровнее будет ход у диска.
Установка оборудования предполагает монтаж и подключение рабочего вала к электрическому двигателю станка. Способ, которым это можно сделать, не принципиален. Если на чертежах имеется инструкция к выполнению этой процедуры, лучше следовать ей, так как от качества монтажа зависит правильная работа и надежность инструмента.
Для самодельных отрезных станков лучше использовать электродвигатели асинхронного типа
Для фиксации мотора на металлической раме лучше использовать болтовое соединение с гайками. Неподалеку от двигателя рекомендуется расположить короб, где находится выключатель и электрическая схема, а также пульт для управления инструментом. Швеллер, предназначенный для фиксации отрезного диска, лучше посадить на пружину.
Нужно сделать так, чтобы при отпускании он возвращался на прежнее место. Для закрепления пружины можно взять болты и хомут. Электрическая составляющая – самая важная часть инструмента. В обязательном порядке включите в конструкцию цепь для пуска, а также кнопку для экстренного выключения станка. Нужно добиться такого размещения деталей, при котором электромотор будет подключаться к электричеству посредством автомата и коробки, а не напрямую.
Трехполосного пускового автомата будет достаточно для того, чтобы включить и полноценно запустить двигатель. Он же будет питать и кнопку выключения. Напоследок стоит позаботиться о наличии защитных приспособлений, которые обезопасят человека в процессе работы. Для этого нужно изготовить защитный кожух. Он будет препятствовать попаданию искр и мелких частиц металла в глаза.
Защитный кожух является обязательным условием работы с собственноручно изготовленным станком по нарезке металла, уберегая глаза от попадания искр и мелких металлических частиц
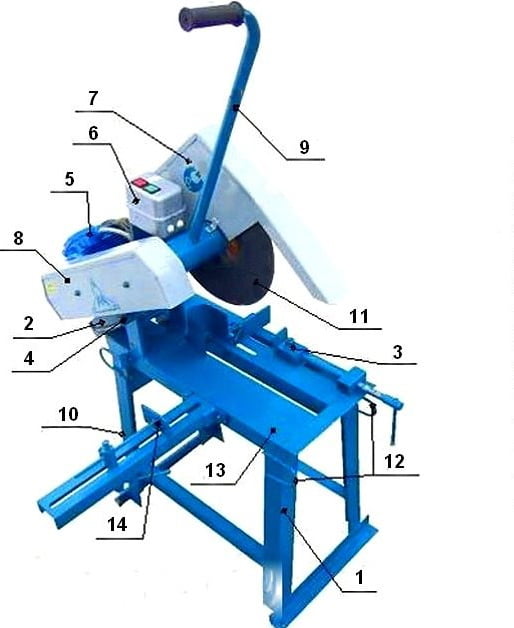
Устройство дискового отрезного станка
Работа на самодельном отрезном станке, созданном на основе болгарки
При самостоятельном изготовлении инструмента следует учитывать, что точность, с которой он будет работать, во многом зависит от устойчивости конструкции. По этой причине толщина материалов для изготовления связана не столько с требованиями в отношении прочности корпусной части станка, сколько с необходимостью в обеспечении должного уровня жесткости. Перечень материалов:
- профилированная труба с квадратным сечением (2,5х2,5х0,25 см);
- листовая сталь (толщина листа 0,4-0,5 см);
- профилированная труба с прямоугольным сечением (4х2х0,25 см);
- шариковые подшипники – 2 шт. (№203, 204 или 202);
- калиброванный пруток не более 10 см (толщина подбирается с учетом отверстия на внутренней обойме подшипника);
- металлический пруток (диаметр 0,8-1 см);
- крепежные элементы (болты с гайками, резьба М или М8);
- металлическая шина (2х0,4 см).
Точность отрезного станка из болгарки во многом зависит от устойчивости конструкции
Перечень инструментов:
- угловая шлифовальная машина;
- электрическая дрель (можно заменить сверлильным станком);
- набор сверл;
- набор плашек, предназначенных для формирования металлической резьбы;
- аппарат для сварки;
- рожковые ключи.
Угловая шлифовальная машина является основной узловой частью станка для работы с металлом. Специалисты не рекомендуют для этих целей использовать малый инструмент, который имеет мощность не более 500-600 Вт. В таких болгарках отрезные диски имеют диаметр не более 12,5 см. Эти ограничения обусловлены тем, что режущий элемент с большим диаметром считается универсальным и очень надежным – он способен справиться с нарезкой толстых заготовок.
Грамотный выбор болгарки является важным моментом при создании отрезного станка по металлу из этого инструмента
Тщательно подходить к выбору болгарки нужно еще и потому, что на рынке присутствует большое разнообразие конструкций. Так как данный электроинструмент не является полностью унифицированным, строительство станка будет осуществляться под определенную модификацию и размеры угловой шлифовальной машины. Если станок сломается, выполнить установку другой болгарки может быть не только проблематично, но и невозможно.
На подготовительном этапе осуществляется проектирование и составление чертежей. Единых размеров не существует по той причине, что конструкция каждого станка подчиняется определенной модели режущего инструмента. Готовые чертежи, которых немало в сети, можно подогнать под болгарку. Они позволяют сориентироваться в отношении того, какой будет структура конструкции, ее габариты.
Чертеж станины для болгарки
Составление чертежа лучше начать с корпусной части. В некоторых случаях может понадобиться строительство отдельной платформы вместо каркаса. Такая платформа будет закрепляться на слесарном верстаке. Далее определяются размеры и характер расположения узловых элементов на станке. Нужно замерить межосевые расстояния между крепежными отверстиями, расположенными на редукторе, а также измерить саму болгарку.
После составления чертежей останется только подобрать материалы, рассчитать их количество и приступить к выполнению конструкции.
После составления чертежа, подбора необходимых материалов и инструментов можно переходить непосредственно к созданию отрезного станка
Технология изготовления станка для нарезки металла на основе болгарки практически такая же, как и в случае с отрезным диском:
- Подготовка и изготовление деталей для каркаса.
- Обустройство шарнирного соединения на маятниковом рычаге.
- Изготовление П-образного кронштейна с отверстиями для монтажа редуктора шлифовальной машины.
- Изготовление U-образного хомута и планки, которые будут фиксировать корпус болгарки на маятнике.
- Монтаж U-образного хомута и П-образного кронштейна к режущему инструменту: путем сварки или резьбового соединения все эти детали крепятся на консольную часть.
- Запрессовка подшипников в опоры.
- Двусторонняя запрессовка подшипниковых узлов на вал. Чтобы увеличить прочность соединения, можно залудить ось тонкой прослойкой олова с помощью паяльника.
- Закрепление маятника с опорными узловыми частями на краю платформы (отступ от края 0,5-0,6 см) с помощью сварочного аппарата.
- Установка болгарки и защитного кожуха.
- Монтаж возвратной пружины.
После того как конструкция собрана, необходимо выполнить пробный пуск и проверить правильность работы оборудования, а также размещения всех деталей на нем. На заключительном этапе подгоняется паз под режущий элемент, устанавливаются опоры, предназначенные для закрепления заготовок. Когда доводка завершена, корпус станка необходимо покрыть тонким слоем эмали. Окрашивание убережет инструмент от повреждений, которые может вызвать ржавчина.
Станина для станка
Для самостоятельного создания станка необходимо выбрать конструкцию, соответствующую имеющимся навыкам и возможностям. Проще всего собрать станок из заготовок, созданных по чертежам в профильной металлообрабатывающей мастерской. В противном случае, придется осваивать сварочные технологии и приобретать необходимое оборудование.
Ниже приведен пошаговый алгоритм самостоятельной сборки с полезными комментариями:
- После утверждения параметров проекта приобретают необходимые материалы, заготовки, инструменты и сменные насадки. Список покупок определяют на основе подготовленного комплекта конструкторской документации. Соблюдение действующих стандартов в этом случае не требуется. Однако необходимо указать все важные данные, как в приведенных выше примерах.
- Нарезают заготовки для силового каркаса. Стол создают из листовой стали толщиной не менее 5 мм.
- К рычагу маятника сваркой присоединяют поперечный вал. При создании этого узла тщательно контролируют перпендикулярность деталей.
- Для крепления УШМ подойдет захват в виде буквы «П». В его боковых частях делают отверстие под болты. Этими крепежными изделиями ручной инструмент жестко присоединяется к станине. Выбирают достаточно прочную часть корпуса болгарки.
- Дополнительную фиксацию обеспечивают с помощью металлического хомута. Все перечисленные крепления делают жесткими для повышения точности.
- Подшипники поворотного узла запрессовывают. Вместо типовых узлов фабричного производства используют подходящие по внутреннему диаметру стальные трубы с толстыми стенками.
- Узлы в сборе закрепляют на оси двух сторон.
- Сваркой присоединяют к платформе маятник. Чтобы не испортить подшипники рекомендуется ограничить повышение температуры. Для охлаждения пользуются пропитанной водой тканью.
- Приваривают блок с креплением для болгарки. Устанавливают на место УШМ, защитные приспособления, возвратную пружину.
- Уточняют качество сборки, надежность креплений, функциональность маятника. Подключают станок, проверяют работоспособность сначала на холостом ходу и далее – в рабочем режиме. Паз в столе прорезают соответствующим по ширине диском.
Продающиеся в магазине фабричные модели резаков, даже в стандартной комплектации, обойдутся в большую сумму. Цена предложенных на рынке моделей стартует от 20000 руб. Такие условия не выгодны в приобретении инструмента для домашнего использования или в небольшую мастерскую, да и использоваться он будет крайне редко.
Для начала конструируется основное тело инструмента, которое каждый подбирает под себя. Изготавливается главный атрибут станка – роликовый нож для листового металла. Материал из которого будет изготовлена деталь напрямую воздействует на долговечность и производительность агрегата. Как упоминалось выше характеристики прочности должны быть значительно выше аналогичных характеристик нарезаемого им материала. В ином случае минимальной проблемой станет низкокачественный рез, вынуждающий мастера чистить и обрабатывать кромки каждой нарезанной заготовки.
Схема для сборки роликового ножа
Своими руками, роликовые ножницы по металлу, в большинстве своем, изготавливаются из подшипников. Заточка торцов детали формирует режущие поверхности. Главный ролик, подключенный к приводу, крепится непосредственно на ручку. Нижний же устанавливается на неподвижную нижнюю часть станка. При наличии навыков обработки железных сплавов изготовление подобного устройства займет максимум чуть более недели, включая настройку агрегата.
Станок для резки листового металла, своими руками сконструированный дома, нуждается в ножах, спектр материала изготовления которых очень широк, и выбор одного из них главным образом зависит от вида и толщины материала, которые необходимо будет резать. Если работать придется с не самой прочной, тонкой листовой сталью, как например, алюминий, то идеальным вариантом станут самые простые подшипники. Но для нужного функционала роликового ножа им не хватает заточки, которую следует провести самостоятельно по всему торцу будущего инструмента.
Основной роликовый нож устанавливается на подвижную деталь конструкции с прижимной ручкой, при надавливании на которую происходит зажим заготовки между двумя режущими поверхностями. Диаметр подшипников непосредственно влияет на скорость производимой работы. То есть чем диаметр подшипника больше, тем выше будет производственная скорость на станке.
Изготовление роликового ножа по металлу своими руками
Изготовление и установка данной детали не составляет большого труда, и взамен она очень упростит весь процесс. На выходе получается универсальный станок с роликовыми ножами, который может взаимодействовать с другим металлообрабатывающим оборудованием, которое так же без проблем конструируется в условиях дома.
Конструкция
Роликовые ножницы по металлу, своими руками собранные дома, имеют общую суть, которая остается неизменной — это наличие режущего ножа. Изготавливается он из стальных сплавов с максимальным порогом прочности и другими характеристиками которые должны быть выше по сравнению с аналогичными параметрами у стали, которая будет обрабатываться на станке для резки.
Устройство роликового ножа
Соответственно если толщина материала выше, то и долговечность инструмента снижается. Однако ничто не мешает заточить инструмент и продлить тем самым ресурс его эксплуатации.
Как выбрать
Выбрать маятниковый станок для домашнего мастера непростая задача. Для этого необходимо обращать внимание на рабочие характеристики, которые у различных моделей не всегда совпадают.
Тип двигателя
Современные маятниковые станки могут быть оборудованы электромоторами двух типов:
- коллекторным;
- асинхронным.
Первый тип отличается высокой мощностью, но имеет серьезный недостаток, связанный с тем, что в нём используются угольные щётки, которые обладают крайне небольшим сроком службы. Асинхронные модели более долговечные и во время работы не создают много шума. Однако этот тип двигателей имеет ограничение по типу маятниковых станков, на которые их можно установить.
Ширина распила
При изучении различных моделей маятниковых станков следует обращать внимание и на такую характеристику, как ширина распила, которая зависит от особенностей конструкции станка и рабочих характеристик пильного диска. Чем больше диаметр режущего круга, тем более широким получается распил.
Особенностью некоторых маятниковых станков является то, что в них режущий круг может крутиться только в вертикальной плоскости. Однако при необходимости можно приобрести и более универсальное устройство, оснащенное горизонтальными направляющими, позволяющими пильному диску перемещаться вперёд и назад.
Делая выбор между моделями с направляющими и без при условии, что в них используется пильный диск одного диаметра, лучше всего отдать предпочтение первому, поскольку он сможет обеспечить гораздо большую максимальную ширину пропила.
Если в оснащении маятникового станка используется эта система, то пильный диск будет останавливаться почти моментально сразу после нажатия на соответствующую кнопку. Модели, оснащенные электродинамическим тормозом, являются более безопасными в работе.
Пила, которая способна поддерживать стабильные показатели вращения режущего диска, вне зависимости от уровня нагрузки не только в силах обеспечить более высокую эффективность работы, но и сэкономить время на ее выполнение. Особенно эта функция будет актуальна для начинающих мастеров. Опытные же специалисты вряд ли смогут ее оценить, поскольку в процессе работы выбор оптимальных оборотов ими осуществляется путем изменения уровня давления на пилу.
Лазерный указатель
С помощью этого приспособления можно с легкостью определить линию распила. Некоторые модели станков отрезных маятниковых могут во время работы производить определенный уровень вибрации, что может сбивать указатель. Это в итоге потребует от мастера время от времени проводить его повторную настройку. Из-за этого существенного недостатка подобные механизмы очень редко используются в мощных производительных станках.
Если судить по назначению, то оборудование обоих типов создано для выполнения одних и тех же задач. Отличие профессиональных станков маятникового типа от любительских заключается только в качестве сборки, используемых материалах и возможности непрерывной работы в течение длительного промежутка времени.
Выбирая маятниковый станок, многие потребители среди прочих важных характеристик внимание обращают и на торговую марку. В зависимости от производителя маятниковые станки могут иметь аналогичные рабочие характеристики, но в то же время значительно отличаться между собой. Дело в том, что каждая компания при производстве подобного оборудования применяет различные материалы, собственную технологию и варианты сборки. Это в конечном счёте может повлиять и на цену отрезного станка.
Также стоимость пилы для резки металла зависит от известности и призвания завода-изготовителя. Возможны такие ситуации, что профессиональные станки никому не известной марки будут предлагаться по той же цене, что и оборудование именитого бренда, имеющее более бюджетный вариант исполнения. Аналогично пильный диск от известного бренда может стоить столько же, что и недорогая торцевая пила.
Однако, безусловно, при выборе маятниковой пилы по металлу цена на это оборудование от всемирно признанных брендов, например, Макита, будет выше, чем на станки малоизвестных фирм.